
Сварка tig для начинающих сложный процесс, и человеку самому трудно разобраться. Эта статья поможет ознакомиться с принципами tig сварки, оборудованием, и непосредственно с работой со сварочным аппаратом.
Безопасная работа
Прежде чем начать сварку, надо принять меры по безопасности. Сварщику необходимо иметь защитные средства:
- краги из искростойких материалов;
- маска – тип „Хамелион“ или обычная со светофильтром;
- роба;
- обувь из кожи и войлока;
- очки для защиты глаз от металлических частиц при ошкуривании.

Маска „Хамелион“ с автоматической регулировкой – затемняется только при зажигании дуги. Степень затемнения можно настроить самостоятельно.
При работе следует соблюдать пожарную и электробезопасность. В рабочем помещении необходимо установить вентиляцию, а в гараже или домашней мастерской работать при открытых дверях и окнах.
Необходимое оборудование и расходные материалы

Прежде всего, начинающему надо изучить что это такое tig сварка.
Это процесс сварки металлов в газовой среде неплавящимся электродом. Представляет собой комбинацию дуговой и газовой сварки, т.к. применяются электродуга и газ.
Сначала начинающим важно ознакомиться с необходимым оборудованием и расходниками.
Какой газ применяется

В данной технологии газ нужен для предохранения сварочной зоны от вредного влияния воздуха.
Лучше всего для этой цели подходят инертные газы – аргон и гелий. Аргон тяжелее кислорода воздуха и вытесняет его из рабочей зоны, а на практике сварка проводится в аргоновой среде, реже в смеси аргона с гелием. Чистый гелий применяется крайне редко.
Сварка аргоном выполняется при подаче газа из баллона, снабженного манометром, редуктором с ротаметром. Редуктор предназначен для регулирования давления газа на выходе и для автоматического поддержания постоянного рабочего расхода газа. Ротаметр определяет точное количество газа в заданную единицу времени. Манометр показывает давление в баллоне.
Если Вам необходима подготовка сварочной документации, мы готовы Вам помочь.
Наша документация разработана с учетом конкретных особенностей вашего производства, и является гарантией, что ваш сварочный процесс будет максимально эффективным и результативным.

Приборы (аппараты) для сварки

Для тиг сварки неопытному сварщику больше всего подойдет инверторный аппарат ММА с функцией tig оснащённый осциллятором. На этом инверторе начинающий сможет учиться tig сварке на нержавейке, низколегированной стали и др., которые не требуют большого мастерства от начинающих.
Для работы с алюминием, магнием и др. нужен более серьезный инвертор, который переключается на переменный ток.
Профессиональные инверторы снабжены дополнительными функциями:
- стабилизация дуги;
- модуляция сварочного тока;
- ускоренный поджиг;
- заварка кратера.
Правильно ими пользоваться и настраивать под силу только квалифицированным сварщикам. О tig сварке алюминия чайнику полезно прочитать на сайте mrmetall.ru.
Сварочная горелка
При работе с малыми токами – 50-150А горелка успевает остыть естественным путем – газоохлаждение. Горелка со встроенным в ручку водяным охлаждением, расчитана на рабочий ток 200-600А. Вода циркулирует через весь кабель-канал от аппарата к горелке.
Сборка горелки происходит следующим образом:
- Устанавливаем цангодержатель;
- вставляем в него цангу;
- закручиваем колпачок (не до края) – для предохранения замыканий об массу;
- вставляем неплавящийся электрод;
- на цангу наворачиваем керамическое сопло;
- настраиваем вылет электрода – минимально возможный;
- накрепко затягиваем колпачок.
Электрод вставляется по центру сопла, а по окружности подается аргон.
Рукоятка горелки закреплена к кабель-шлангу статически или посредством гибкой шейки, что позволяет выполнять тонкую и продолжительную работу в любой плоскости. Кнопка на ручке активирует подачу тока на электрод и газа.

Цангдержатели бывают с линзой и без нее. Газовая линза похожа на фильтрующую сетку, которая обеспечивает равномерный поток газа и более широкую зону защиты. Это особенно полезно для работы с нержавейкой и активными металлами. Без газовой линзы можно работать с алюминием и черной сталью. Начинающим лучше учиться на черной стали и не использовать газовую линзу.
Неплавящиеся электроды
Температура плавления вольфрама более 3400 градусов, поэтому электрод не сгорает и не плавится под действием высокой температуры. Бывают электроды из чистого вольфрама или с легирующими добавками. Кончики окрашены в различные цвета, в зависимости от предназначения.
Для получения надежного шва и стабилизации дуги, рабочий кончик электрода надо периодически затачивать. При работе с переменным током он должен быть округлым, с постоянным – под конус.
Длина заточки составляет примерно 2-3 диаметра электрода. Для стабильности дуги риски от заточного инструмента должны располагаться вдоль острия, а не поперек. Недопустимо при заточке перегревать электрод, т.к. вольфрам становится более хрупким.
Электроды выбираются в зависимости от токовых режимов сварки.
| Диаметр электрода, мм | Толщина металла, мм | Сила тока, А |
| 1,5 | 1 | 45 – 55 |
| 2 | 2 | 80 – 90 |
| 3,5 | 3 | 120 – 150 |
| 5 | 4 | 170 – 190 |
Начинающие чаще всего работают с электродами 1,6 и 2,4 мм в диаметре.
Присадочные расходные материалы

Присадка нужна для создания шва, когда растопленного металла кромок детали не хватает для заполнения сварочной ванны. Присадка – это прутки из сварочной проволоки. По составу они должны быть аналогичны или близки к свариваемому металлу.
Осциллятор
Для бесконтактного поджигания дуги в начале сварки и ее стабильности во время работы, используется высоковольтный высокочастотный генератор – осциллятор. Он может быть как отдельное устройство, так и интегрирован в сварочный аппарат.
С помощью прибора дуга зажигается без соприкосновения электрода с металлом. Это очень удобно для начинающих. В процессе сварки дуга постоянная по отношению к изменяющемуся зазору между электродом и поверхностью металла. В результате работы осциллятора получается равномерный шов.
Подготовка к сварке
Приведение в рабочее состояние состоит в том, чтобы собрать все гибкие связи в одно целое с аппаратом:
- закрепляем редуктор с ротаметром на газовом баллоне;
- шланг подключаем к редуктору;
- байонетный разъем горелки вставляем в минусовое гнездо;
- кабель управления присоединяется к соответствующему гнезду на лицевой панели инвертора;
- кабель массы соединяется с плюсовым гнездом на аппарате.
Обычно кабель горелки, газовый шланг и кабель заземления со всеми соединительными частями поставляется вместе со сварочным аппаратом.
Как правильно работать с горелкой
В сварке tig начинающему очень важно привыкнуть держать горелку и присадочный пруток. Рука должна опираться на рабочую поверхность для стабилизации движения.
Шланг, идущий от горелки, петлей надевается на руку. Горелка помещается между большим и указательным пальцем и ложится на безымянный и мизинец. Очень похоже на положении ручки при письме.
В левой руке находится пруток и регулярно мелкими шагами подается в сварочную ванну перед горелкой. Направление движения горелки справа налево.

Боковой угол должен составлять 90°. Наклон горелки к рабочей поверхности 70° – 80°, а прутка 15° – 30°. Между горелкой и прутком должен поддерживаться постоянный прямой угол, т.е. если горелка меняет положение, то и пруток следует за ней, сохраняя наклон.
Горелка двигается углом вперед в наклонном положении в сторону сварного шва. Вести электрод по оси шва, не отклоняясь. Важно следить, чтобы конец прутка был все время в зоне газовой защиты, иначе произойдет его окисление и загрязнение сварочной ванны.
В интернете есть много видео тиг сварки для начинающих, где наглядно показано, как работать с горелкой.
Сущность сварочного процесса
Сила тока определяет качество сварного шва и производительность, являясь основным и наиболее важным параметром сварки.
Тепло необходимое для надежного соединения, идет от электрической дуги. Она образуется между электродом и свариваемым металлом. Для образования и горения электрической дуги существует прибор – генератор, который подает необходимое количество тока. Выделяют два вида этих приборов.
Генератор переменного тока – трансформатор.
Ток, выходящий из устройства, приобретает форму квадратной волны, которая меняет свою полярность с частотой в зависимости от генератора. В этом случае выпрямитель преобразует ток сети в соответствующий для сварки переменный ток.
Генератор постоянного тока – инвертор или выпрямитель.
Начинающим оба метода, но начинать нужно с постоянного тока. Ток на выходе из прибора имеет вид постоянной волны. В этом случае переменный ток сети преобразуется в постоянный. Различают два варианта соединения полюсов инвертора со свариваемым материалом:
с прямой полярностью – электрод соединяется с отрицательным полюсом инвертора, а деталь – с положительным;
с обратной полярностью – электрод присоединяется к „+“, деталь – к „–“
Особенности сварки с прямой полярностью: повышение количества тепла в изделии и снижение в электроде; зона расплавления металла узкая, но глубокая. Это основной режим tig сварки всех видов сложных металлов и сплавов.
При обратной полярности: ввод тепла в изделие сниженный, а в электрод – повышенный. Сварочная ванна широкая, но не глубокая. Кроме того, присутствует эффект катодной чистки поверхности металла, когда оксидная пленка разрушается. Это улучшает сплавление кромок и формирование шва.
Алюминий и магний, а также их сплавы можно и нужно варить на переменном токе.
Еще существуют генераторы, которые выдают импульсный постоянный ток – импульсные инверторы. Такие генераторы имеют устройства, изменяющие амплитуду тока сварки путем наложения на базовый постоянный ток квадратные волны. Получается периодическая пульсации дуги. При импульсном режиме шов образуется за счет непрерывного накладывания друг на друга сварочных точек.
В основном применяется на тонких изделиях, когда необходимо поддерживать необходимую температуру во избежание прожига металла и, в то же время, не нарушать глубину провара.
Регулировка параметров процесса на сварочном аппарате
Перед началом работы необходимо настроить значения показателей так, чтобы шов получился нужного размера и хорошего качества. Аппарат настраивают в зависимости от вида металла, его толщины и рабочего газа.
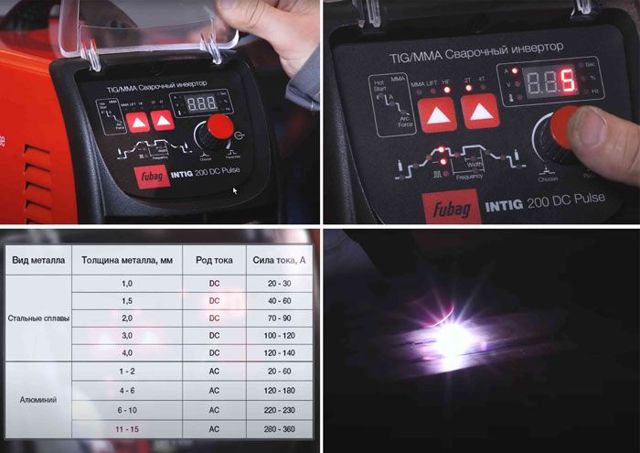
К каждому сварочному аппарату дается таблица настройки параметров сварки. Ориентируясь на таблицу, на лицевой панели выставляем режим tig и основные показатели:
- величина силы тока;
- время продувки газом перед началом – 0,5, и в конце – 1,5 сек;
- величина тока для поджига дуги – 25% от рабочего тока;
- период нарастания до значения рабочего тока 0,2 –1,0 сек;
- время спада тока и его значение для заварки кратера выбирается в зависимости от толщины металла.
По таблице первоначально выставляем расход газа в нормальных условиях – 8-10 л/мин.
Начинать варить надо на аналогичной пробной детали. Если дуга не стабильная и гаснет, то ток надо увеличить. При прожиге металла или образовании наплывов, ток уменьшить.
Увеличиваем подачу газа, если дуга нестабильна и шов кривой. После окончания, когда дугу угасили, еще какое-то время обдуваем сварочную зону, во избежание окисления шва и электрода. Современные аппараты снабжены многими функциями и, если нет, например, время продувки или еще чего-то, то сварщик контролирует процесс самостоятельно.
Подготовка деталей
В отличие от других видов сварки, tig очень чувствительна к загрязнениям. Это нужно учитывать всем начинающим. Поэтому детали следует очищать особенно тщательно: обезжирить растворителем и зашкурить до блеска свариваемую поверхность.
Пруток перед самой сваркой, если есть необходимость зашкурить, и обязательно протереть спиртом.
Толстые детали разделывают, снимая фаску под углом 45°. Это обеспечит хороший провар. Зафиксировать положение деталей относительно друг друга с помощью прихваток или струбцин.
Обучающие тренировки для начинающих
Упражнение 1
После изучения теории tig сварки начинающему можно приступать к практике. Главное – это привыкнуть держать горелку и присадочную проволоку, „набить руку“.
Первоначально начинающему сварщику надо тренироваться на листе черной стали. На нем шлифмашинкой или другим инструментом обозначить небольшие прямые линии, чтобы по ним вести сварку. Начинать варить надо без присадки.
Внимательно и плавно ведем горелкой прямо вдоль линии, не разжигая дугу. После этого зажигаем дугу и ведем горелку от одного края линии до другого.
Ведем ровный ниточный шов, приучая руку правильно держать ванну и не прожигать металл.
Упражнение 2
После освоения ведения шва, переходим к работе с присадочной проволокой. Сначала тренируемся приваривать сам пруток. Разожгли дугу и, когда металл листа расплавился, подаем в сварочную ванну пруток.
Останавливаем процесс, подождем, чтобы металл немного застыл и отрываем пруток. Повторяем упражнение несколько раз.
После того, как появилась уверенность, начинаем тренировки выполнения сварочного шва с присадкой.
Сварка tig широко распространенный метод соединения металлов. Его освоение вполне возможно начинающему сварщику. С практикой и постоянством придут опыт и мастерство.
Tig сварка видеоурок
Сварка аргоном своими руками. Как быстрее освоить процесс?
Поделитесь своими идеями по улучшению нашей работы.

Хотите самостоятельно освоить ручную аргонодуговую сварку? С чего начать? Какое оборудование понадобится? В чем тонкости работы с разными материалами? Конечно, можно обратиться за советом к мастеру. Но прежде – прочитайте нашу статью. Имея представление о методе в целом, вы будете разговаривать с опытными сварщиками на одном языке.
Не зря аргонодуговую сварку называют гибридом электродуговой и газовой сварки. Чтобы успешно освоить процесс, желательно иметь хотя бы небольшой опыт сварочных работ. Так вы сможете более уверенно вести горелку, правильно направлять инструмент на металл, соблюдать нужное расстояние от заготовки. Но об этом позже. Сначала разберемся в особенностях метода.
Аргонодуговая сварка. Что это?

Принцип: электродуга является источником нагрева, именно за счет нее происходит расплавление металла, а аргон выступает в роли инертного газа – он тяжелее воздуха, поэтому мгновенно вытесняет кислород из зоны образования сварного шва. Поэтому в месте соединения не будет кислорода и находящихся в окружающем воздухе примесей, что обеспечивает высокую чистоту процесса. Отсекание кислорода способствует получению прочного, однородного шва.
Существует несколько методов: ручная сварка с неплавящимся электродом, автоматическая сварка с неплавящимся электродом и автоматическая сварка с плавящимся электродом.
Мы поговорим о ручной аргонодуговой сварке неплавящимся электродом, которую еще называют TIG-сваркой. Именно она широко применяется и в профессиональной сфере, и любителями.
У данного метода есть свои сильные и слабые стороны.
Начнем с преимуществ:
- можно сваривать металлы, которые при нагреве боятся контакта с кислородом; например, легированные стали и цветные металлы окисляются, а алюминий может воспламеняться;
- высокотемпературная дуга способствует мгновенному прогреву заготовки, что ускоряет рабочий процесс;
- защита аргоном шва от кислорода помогает получить надежное соединение без инородных включений и пор;
- нагрев участка осуществляется локально, поэтому исключен риск деформации деталей и элементов конструкций даже сложной формы.
Однако у аргонодуговой сварки есть два недостатка: сложность использования оборудования и технология, требующая особого навыка сварочных работ. Несмотря на это все-таки данный метод набирает популярность.
Ведь ряд материалов, например, алюминий, медь, цветные металлы, предпочтительнее сваривать именно аргоном.
Кроме того, сварочный шов имеет одинаковую глубину проплавления, что важно при обработке тонких металлических заготовок, к которым возможен лишь односторонний доступ.

Данный вид сварки находит широкое применение в сфере ремонта автомобилей, например, когда нужно заварить масляный поддон, трубки кондиционера, радиатор и даже кузовные элементы. Используется также при монтаже трубопроводов, в строительных и ремонтных работах.
Услуги сварщика-аргонщика стоят недешево, поэтому если вы будете выполнять эту работу самостоятельно, сможете значительно сэкономить. А может быть, вы планируете этим зарабатывать? В любом случае вам потребуется специальное сварочное оборудование. Расскажем какое.
Что понадобится для работы?
Перечень всего необходимого для сварки аргоном представлен в таблице.
| Название оборудования | Описание |
| Источник сварочного тока | Аппарат для TIG-сварки – это трансформатор или инвертор. При выборе обратите внимание на возможности оборудования. Если вы планируете сваривать алюминий, установка должна работать на переменном токе (АС). Для работы со сталями нужен аппарат постоянного тока (DC). Если же необходим универсальный вариант, ищите модель, в которой совмещены два эти режима. Учитывайте и рабочее напряжение: для сварки в гараже или мастерской с однофазной электросетью подходят аппараты, рассчитанные на 220 В. Кстати, есть модели, в которых совмещены два метода: ММА и TIG |
| Газовый баллон | На баллоне с аргоном должен быть редуктор для регулировки подачи газа, а также шланг, идущий к рабочему инструменту |
| Горелка | Это инструмент пистолетной формы. Присоединяется к газовому шлангу, через который аргон поступает из баллона. В держатель горелки вставляется электрод, конец которого на несколько миллиметров выходит за пределы ее корпуса. Через шланг газ идет в сопло на конце инструмента. На рукоятке есть кнопки для подачи тока и газа |
| Электроды | Для TIG-сварки используются неплавящиеся вольфрамовые, покрытые или графитовые электроды. Их диаметр подбирается под толщину свариваемых деталей |
| Присадочная проволока | Может понадобиться при сваривании толстых металлических заготовок. Представляет собой пруток из того же металла, что и свариваемый. Толщина прутка подбирается в зависимости от толщины заготовки |
Запомните! Сварочные работы должны проводиться в защитной экипировке. Вам обязательно понадобится сварочная маска – для защиты глаз и лица от опасного ультрафиолетового излучения, и перчатки – для защиты рук от ожогов.
Описание сварочного процесса

Чтобы легче было самостоятельно освоить метод аргонодуговой сварки, опишем его поэтапно, начиная с подготовительных работ.
Прежде всего следует хорошо очистить поверхность заготовок. Затем к обрабатываемой детали прикрепить кабель массы, как это делается при ручной дуговой сварке. Горелка присоединяется к аппарату и газовому баллону. Пользователь берет ее в одну руку, а в другую – присадочный пруток.
В зависимости от толщины металла на аппарате выставляется значение тока. Вы можете выбрать его опытным путем или по специальной таблице, которая должна быть в инструкции сварочного аппарата. Выбирается и режим сварки.
На постоянном токе с прямой полярностью свариваются основные стали и сплавы. При работе с цветными металлами нужно разрушить образующуюся оксидную пленку, поэтому требуется обратная полярность или переменный ток.
Если варить на постоянном токе, следует использовать прямую полярность: это обеспечит хороший прогрев металла без излишнего нагрева электрода.
Перед началом работ нужно включить подачу газа на 20 сек. Затем сопло подносят к поверхности заготовки, но не касаются ее – расстояние до конца электрода должно быть около 2 мм.
Между электродом и заготовкой образуется электрическая дуга, которая расплавляет кромки металла и присадочную проволоку. При методе соединения заготовок расплавлением кромок присадочный материал не используется.
Направленный поток газа изолирует сварочную зону, отсекая кислород.
Запомните! При сварке тугоплавким электродом дугу не получают путем касания о заготовку. Во-первых, электрод может загрязниться; во-вторых, не удастся эффективно ионизировать интервал между ним и поверхностью детали при искре от касания.

Больше всего вопросов у начинающих сварщиков-аргонщиков связано с тем, как вести горелку. Итак, следует делать только одно перемещение по оси сварного шва, исключая перпендикулярные ему движения.
Присадочный пруток нужно подавать в зону сварки плавно, располагая его перед соплом горелки. Избегайте резких движений, которые могут привести к разбрызгиванию металла.
Чтобы получить прочное и эстетичное соединение, следует соблюдать одинаковое расстояние между горелкой и металлом, при этом подносить электрод как можно ближе к поверхности. Так дуга будет короче, а материал будет проплавлен глубоко.
При увеличении дуги металл расплавляется хуже, шов становится шире и выглядит менее эстетично, кроме того, ухудшается качество сварного соединения. В идеале шов должен иметь одинаковую ширину, а его структура напоминать чешуйки.
Запомните! Подачу газа прекращают через 7 – 10 сек после завершения работы. Это нужно для продувки сопла горелки.
Тонкости сваривания различных металлов
Теперь, когда вы знаете о последовательности процесса аргонодуговой сварки, можно перейти к более частным вопросам. Ведь при работе с разными видами металлов есть свои нюансы. Расскажем о самых распространенных.
- Алюминий (таблица 1). В данном случае аргон служит не только для вытеснения кислорода, но и для создания электропроводной плазмы. Это заметно упрощает получение качественного шва. Во время нагрева металла на нем появляется тугоплавкая пленка, которую можно разрушить при сварке на переменном токе или обратной полярности. Газ разрушает пленку, если у детали положительный заряд, а работа ведется на обратной полярности. В случае со сваркой на переменном токе данный процесс осуществляется, когда заготовка выступает в роли катода. Подробнее о порядке работы читайте в статье «Как варить алюминий: обзор моделей и правила работы».
- Титан (таблица 2). Сложности сварки обусловлены тем, что данный металл обладает высокой химической активностью при контакте с газами, когда осуществляется нагрев и расплавление. При взаимодействии с кислородом он окисляется, образуется твердая пленка, а водород снижает качество металла. Кроме того, титан имеет низкую теплопроводность, что может потребовать наложения дополнительных швов по краям основного шва. Сварка заготовок толщиной от 1,5 мм ведется вольфрамовым электродом с присадочной проволокой – при этом угол между ними должен быть 90°.
- Медь (таблица 3). При контакте с воздухом она окисляется, что может привести к неоднородному шву. Кроме того, закись меди вступает в реакцию с водородом, который содержится в окружающей среде, – возникает пар, образующий поры в сварном шве. Поэтому медь варят аргоном, причем на переменном токе или обратной полярности. Используется графитовый или покрытый электрод. Соединение осуществляется методом расплавления кромок, то есть без присадочной проволоки.
Таблица 1
| Толщина заготовки, мм | Диаметр вольфрамового электрода, мм | Диаметр прутка, мм | Сила тока, А |
| 1 – 2 | 2 | 1 – 2 | 50 – 70 |
| 4 – 6 | 3 | 2 – 3 | 100 – 130 |
| 4 – 6 | 4 | 3 | 160 – 180 |
| 6 – 10 | 5 | 3 – 4 | 220 – 300 |
| 11 – 15 | 6 | 4 | 280 – 360 |
Таблица 2
| Толщина заготовки, мм | Диаметр электрода, мм | Диаметр проволоки, мм | Сила тока, А |
| 0,3 – 0,7 | 1,6 | — | 40 |
| 0,8 – 1,2 | 1,6 | — | 60 – 80 |
| 1,5 – 2,0 | 2 | 2,0 – 2,5 | 80 – 120 |
| 2,5 – 3,5 | 3 | 2,0 – 2,5 | 150 – 200 |
Таблица 3
| Вид электрода | Толщина заготовки, мм | Диаметр электрода, мм | Сила тока, А | Длина дуги, мм |
| Графитовый | 2 | 6 | 125 – 200 | 5 – 8 |
| 5 | 8 | 200 – 350 | 10 – 15 | |
| 8 | 10 | 300 – 450 | 15 – 20 | |
| 13 | 15 | 450 – 700 | 25 – 30 | |
| Покрытый | 2 | 2 – 3 | 100 – 120 | — |
| 3 | 3 – 4 | 120 – 160 | — | |
| 4 | 4 – 5 | 160 – 200 | — | |
| 5 | 5 – 6 | 240 – 300 | — | |
| 6 | 6 – 7 | 260 – 340 | — | |
| 8 | 7 – 8 | 380 – 400 | — | |
| 10 | 7 – 8 | 400 – 420 | — |
Надеемся, наша статья будет для вас полезна и поможет в успешном освоении аргонодуговой сварки. Регулярная практика и терпение уже в скором времени дадут свои результаты.
А с качественным оборудованием осуществить это еще легче! Аппарат для TIG-сварки вы можете купить в нашем интернет-магазине. Также у нас вы найдете необходимую оснастку и расходные материалы для сварочных работ.
Изучайте ассортимент, сравнивайте и делайте заказ на сайте или по телефону 8-800-333-83-28.
Что можно улучшить на этой странице?
TIG сварка: что это такое | Аргонодуговая сварка для начинающих
Большой популярностью в равной степени как среди профессионалов, так и любителей пользуется аргонодуговая сварка TIG. Она работает везде, где необходимо соединять металлы: на заводах; в мастерских, гаражах и на частных подворьях.
Востребованность аппаратов обусловлена их универсальностью в работе. Они отлично справятся с задачами сварки и тонких листов металла, и заготовок большой толщины. Если потребуется соединить элементы из цветных металлов, то эта задача тоже решаема. Но применение ТИГ-сварки требует знаний нюансов.
Иначе хороший результат получить будет практически невозможно.
Что такое TIG сварка
Будет правильно с самого начала расшифровать аббревиатуру, в которой скрыта вся соль метода. В переводе с немецкого «Tungsten–InertGasschweißen» ни что иное как «вольфрамовая сварка инертным газом». Проще говоря – это соединение металлов с использованием вольфрамовых электродов в инертной газовой среде.
Ключевым элементом технологии является электрод, начинающий плавиться при температуре 3,5 тысячи градусов по Цельсию.
Это очень низкий показатель, позволяющий применять вольфрамовые электроды в сварке подавляющего большинства марок стали и сплавов из алюминия. Стержень считается неплавящимся.
Только время от времени его необходимо обтачивать, чтобы избавиться от окалины и шлака. Тогда намного легче разжечь и удерживать дугу во время работы.
Стержень устанавливается непосредственно в горелку, точнее будет сказать в сопло. По периметру подается инертный газ. Чаще всего для этих целей используется аргон. Если не будет защитной оболочки, то к сварочному шву образуется приток кислорода.
Металл будет гореть, а качество сварного шва останется неудовлетворительным. Инертный газ перекрывает доступ кислороду, препятствуя образованию микротрещин и пустот внутри расплавленного металла. Благодаря этому шов становится прочнее и монолитнее.
После розжига дуги начинается процесс плавления кромок свариваемых элементов. Их желательно разместить как можно плотнее. В этом случае больше шансов получить на выходе плотный и достаточно прочный шов.
Но часто возникает ситуация, когда приходится сваривать детали, между которыми существует пространство.
Тогда необходимо использовать присадочную проволоку, расплав которой заполнит пустоты, улучшит его механические характеристики и сделает соединение более плотным.
Технологий TIG особенно актуальна при сваривании алюминиевых сплавов, поверхность которых защищена пленкой из оксида металла. Она не только присутствует на заготовке, но и образуется при высоких температурах, то есть во время сварки. Пленка препятствует формированию сварочной ванн и шва хорошего качества. Аргон либо другой инертный газ предотвращает образование пленки.
Что нужно для аргонодуговой сварки ТИГ
Широкое распространение технология TIG получила еще и по той причине, что генерируемая дуга генерирует высокую температуру. Благодаря этому для опытного сварщика не составит проблем задача соединения заготовок из углеродистой стали.
Важно подчеркнуть, что при этом будет достигнуто высокое качество сварочного шва. Помимо стали можно работать с большим количеством других металлов: чугуном, титаном, алюминием и прочими. Высококачественными получаются швы при сварке нержавеющей стали.
Они даже не нуждаются в последующей очистке.
Для начала работ потребуется:
- сварочный аппарат;
- редуктор;
- инертный газ;
- присадочная проволока.
Тем, кто планирует профессионально заниматься сварочными работами, необходим аппарат с несколькими TIG-режимами. Нужно поинтересоваться типом горелки. Всего их два: для сваривания тонких листов металла и для всех остальных видов работ.
Аргонодуговая сварка для начинающих
Преимущества и недостатки
Достоинства ТИГ сварки происходят из технологических особенностей. В частности, они обусловлены применением стержней с содержанием вольфрама и защитой рабочей среды инертными газами. Основные плюсы:
- Зона прогрева заготовок очень узкая. Благодаря этому деформации металла сводятся к минимуму.
- Инертные газы тяжелее атмосферного воздуха и вытесняют кислород из рабочей области.
- Сварки TIG очень просты в эксплуатации. Ими легко научиться пользоваться и не требуется высокая квалификация специалиста.
- По завершению работ чаще всего не требуется механическая доработка шва. Он получается достаточно аккуратным и чистым.
- Аппарат дает возможность сваривать внушительную линейку металлов, включая и цветные.
- Вредное влияние на окружающую среду сведено к минимуму.
Тем не менее, как и любой другой тип сварочных аппаратов, ТИГ модели наделены недостатками:
- Непросто работать при ветреной погоде, поскольку инертный газ не удерживается в рабочей зоне. Можно прибегнуть к монтажу ветрозащитных щитов, но увеличенного расхода аргона при этом избежать не удастся.
- Очень важна тщательная предварительная подготовка металла. На кромках не должно оставаться следов от масла, жира или других загрязнений. Нельзя игнорировать данный этап, поскольку шов получится низкого качества.
- Сложно работать в труднодоступных местах из-за особенностей конструктива горелки. В некоторых случаях мастера обрезают или, наоборот, удлиняют вылет стержня. Но это отрицательно сказывается на скорости работы и качестве сварочного шва.
- При использовании функции TIG lift нежелательно разжигать дугу вне пределов рабочей зоны. Поскольку на поверхности металла образуются следы, которые в дальнейшем нужно будет удалить.
Сварка инвертором для начинающих
Как варить TIG сваркой
Половина успеха заключена в правильном выборе режима работы. Но изначально следует потрудиться в подготовке свариваемой поверхности. Ее необходимо очистить от грязи, жира, остатков краски и т.п.
Игнорировать процедуру не следует даже в том случае, когда кромки визуально кажутся чистыми. После этого можно перейти к определению нужной силы тока. Насколько правильно будет выбран данный параметр, настолько хорошо проплавится металл.
В помощь приведена таблица со справочными данными.
| 1 | 45-55 | 1,5 |
| 2 | 80-90 | 2 |
| 3 | 120-150 | 3,2 |
| 4 | 170-190 | 5 |
Самое время определиться с полярностью. Здесь все достаточно просто. При работе на постоянном токе полярность выбирается прямая, и, наоборот, при переменном – обратная. Электрод подвергается заточке с дальнейшей полировкой.
При сваривании тонких листов нужно брать специальные стержни, предназначенные для сварки тонкого металла. При заточке они затачиваются максимально остро. Соответственно, для толстого металла угол меняется в большую сторону.
Дуга поджигается по принципу спичек. Электродом проводят по поверхности металла. Как альтернатива – функция TIG lift, но поджигать следует в рабочей зоне. Наиболее практично пользоваться бесконтактным поджигом, если такая функция предусмотрена. Дело в том, что она есть только на профессиональных дорогостоящих моделях аппаратов.
Заключение
Современный технологии, реализованный в аппаратах ТИГ-сварки, предоставляют много новых возможностей как новичкам, так и опытным специалистам. Можно сваривать заготовки из различных металлов разной толщины.
Намного проще стали соединять цветные металлы, включая медь, титан и алюминий. Перестала быть проблемой сварка чугуна.
Специалист избавлен от необходимости решать множество проблем, которые вызваны особенностями разных металлов.
Виды сварки
TIG сварка — что это такое
Оцените, пожалуйста, статью
1 2 3 4 5
Для чего нужен сварочный аппарат TIG: Технология, Применение
Содержание статьи:
1. Технологические особенности TIG сварки 2. Преимущества и недостатки аргонодугового метода 4. Как выбрать сварочный аппарат TIG
- Аппараты для TIG сварки для домашней мастерской
5. TIG-сварка для алюминиевых заготовок
Аргонодуговое сваривание часто применяют для соединения деталей. Благодаря этой технологии можно получить швы отличного качества. TIG-сварку используют не только на производстве, но и при выполнении ремонтных работ. Кроме того, этот способ идеален для сваривания металлоконструкций.
Соединение деталей аргонодуговым методом производится при помощи специальных сварочных аппаратов TIG. В этой статье мы поговорим о плюсах и минусах технологии, особенностях процесса сварки в среде аргона, выборе TIG-устройства.
Аббревиатура TIG означает Tungsten Inert Gas –сварка в среде инертного газа. Данный метод соединения металлических деталей находит свое применение на производстве и в мастерских. Он предусматривает создание 2-5-миллиметровой электрической дуги между электродом и заготовкой, а также одновременную защиту сварочной зоны с помощью инертного газа (чтобы на нее не влиял атмосферный воздух). При этом используются неплавящиеся вольфрамовые расходники.
Учитывая то, какой металл или сплав соединяется, применяется постоянный или переменный сварочный ток. Защитный газ подается аппаратом для TIG-сварки через закрепляемую на держателе горелку. Практически всегда это аргон, поэтому ТИГ- сварку нередко называют аргонодуговой.
Для cварки тонких заготовок нет необходимости в поперечных колебаниях. Горелку необходимо просто аккуратно вести вдоль линии стыковки заготовок, тогда шов получится предельно гладким. Небольшие колебания следует совершать только тогда, когда нужно расширить границы соединения или закрыть зазор. Сварочная ванна будет растянута, а на поверхности образуется мелкая чешуя.
Благодаря температуре дуги от двух до пяти тысяч градусов Цельсия, сварочным аппаратом с режимом ТИГ эффективно расплавляются кромки металлических заготовок, что позволяет соединять их, формируя тонкий шов. Для усиления конструкции применяются присадочные прутки.
Присадка подается в зону сваривания свободной рукой. Благодаря этому сварщики увеличивают высоту валика, придают месту соединения дополнительной прочности.
Даже можно наплавлять металл, чтобы впоследствии обработать деталь механическим способом (отшлифовать, совершить проточку).
Защитный газ, подаваемый в горелку от баллона, препятствует образованию пор. Благодаря этому швы отличаются прочностью и герметичностью.
ТИГ обладает рядом явных преимуществ по сравнению с другими способами электросварки. Однако и она не лишена минусов. Привлекательные стороны TIG-сварки:
- обеспечивает качественную сварку как нержавеющих сталей, так и цветных металлов;
- заточенный вольфрамовый электрод позволяет делать стыки узкими и аккуратными;
- в процессе работы не появляются брызги металла, прилипающие к поверхности;
- минимальный нагрев обеспечивает минимальное коробление изделия;
- шов не покрывается шлаковой коркой;
- есть возможность сваривать детали, применяя присадку или обходясь без нее;
- получившееся соединение зачастую не требует дополнительной механической обработки;
- соединения отличаются герметичностью и способностью выдерживать высокие нагрузки.
Среди минусов метода ТИГ:
- скорость создания швов ниже, чем у MIG-метода;
- вольфрамовые электроды отличаются дороговизной;
- важны навыки сварщика (сходу взяться за работу, как с полуавтоматами, не получится);
- корпус горелки не дает работать в труднодоступных местах;
- из-за сопла горелки видимость зоны сваривания несколько ограничена (сейчас иногда применяются прозрачные сопла);
- если используется присадка, то нужно подавать пруток постоянно и контролировать его длину (в процессе сваривания длина прута быстро уменьшается, а длинную проволоку неудобно держать в руке);
- необходимо дополнительно потратиться на покупку защитного газа;
- невозможно нормально работать вне помещения в ветреную погоду (инертный газ сдувается, а зона электросварки начинает взаимодействовать с окружающим воздухом).
ТИГ-сварка применяется для соединения алюминиевых, титановых заготовок, конструктивных элементов из легированных сталей. Она используется при ремонте потрескавшихся автомобильных составляющих: радиаторов, поддонов картера и т. п. Используя сварочные аппараты с режимом TIG, из листов металла изготавливают емкости для хранения разного рода продукции.
Подобные сварочники можно встретить на многих СТО, так как без них не может обойтись ни один серьезный кузовной ремонт. Практически в каждом доме найдутся кухонные приспособления и полотенцесушители, разные части которых соединены благодаря методу ТИГ.
Сварочные аппараты аргонодуговой сварки обычно работают от сетей с напряжением 220 либо 380 В. Для бытового использования сгодится первый вариант. Если вам нужно часто выезжать со сварочником или работать на высоте, разумно будет приобрести легкую модель (4-8 кг). Делая выбор, также следует учитывать следующие параметры: 1. Вид свариваемого металла и тока. Выбирайте DC, если планируете работать с титаном, черными сталями, медью, нержавейкой чугуном. Для сварки алюминия требуется переменный ток. 2. Ампераж. Чем шире диапазон рабочего тока, тем более разные по толщине детали вы сможете сваривать. Для очень тонких заготовок нужна будет поддержка небольшой силы тока. 3. Наличие импульсного режима. Данное решение предназначено для улучшения качества электросварки тонких заготовок. В основе технологии – чередование двух сварочных токов с определенной частотой. 4. Продолжительность включения. Выражается в процентах и говорит о том, какое количество времени аргоновый сварочный аппарат сможет проработать без отключения. Если значение, например, составляет 70%, то из 10 мин. рабочего процесса сварочник на максимальном токе будет 7 мин. использоваться и 3 мин. «отдыхать». 5. Полезные дополнительные функции. Предназначены для облегчения рабочего процесса. Например, HF (высокочастотный поджиг дуги) делает старт легким и плавным, зажигая ее без соприкосновения со свариваемой поверхностью. Режим Mix Tig обеспечивает глубокий провар и эффективную очистку поверхности от оксидной пленки – можно работать с алюминием толще в 1,5 раза, нежели в обычном режиме AC. Есть еще много различных функций.
Обязательное оборудование для ТИГ-сваривания
Для электросварки этим способом вам понадобится сам сварочный аппарат ТИГ, а также:
1. Горелка. Обычно она поставляется вместе со сварочником, но может и не находиться в комплекте с аппаратами премиум-класса. Бывает вентильной или кнопочной. При покупке следует обращать внимание на длину рукава.
2. Вольфрамовый электрод. Цвет наконечника говорит о том, с каким металлом предназначен работать расходник. Электроды синего цвета наиболее универсальны. Также подбирайте диаметр элемента согласно силе тока и глубине проплавления.
3. Баллон с редуктором. Для эпизодического применения будет достаточно объема в 10 литров. В мастерскую или на производство покупают вместительные баллоны на 40…150 л.
Аппараты для TIG сварки для домашней мастерской
Выбор ТИГ-аппарата будет сделать легче, если вы ознакомитесь с конкретными примерами оборудования.
Компактное устройство, собранное на базе современных IGBT-транзисторов.
Работает на постоянном токе. Отличается амперажем 10-230 А.
Позволяет работать без пауз до семи минут на максимальной мощности (ПВ 70%), поэтому предназначено не только для домашней, но и для профессиональной электросварки.
Для управления данным сварочным аппаратом ТИГ предусмотрены механические переключатели и ручки. Следует отметить наличие регулятора индуктивности дуги, который позволяет выбрать глубину проплавления.
Есть два светодиода, сигнализирующих о питании сети и срабатывании термозащиты. Среди дополнительных функций предусмотрены Hot Start, Anti Stick, Arc Force для ММА режима.
САИ-230 удобно переносить благодаря наличию наплечного транспортировочного ремня.
Среди недостатков модели: отсутствие дисплея, не предусмотрена ручка для переноски.
Модель создана для сваривания алюминия и его сплавов, цветных металлов, стали (нержавеющей, углеродистой, низколегированной).
Благодаря функции TIG DC PULSE можно с высоким уровнем качества сваривать тонкие материалы. Дополнительный режим электросварки AC обеспечивает работу с алюминиевыми заготовками.
Данный сварочный аппарат TIG отличается девятью заносимыми в память аппарата индивидуальными программами сварки. Для индикации параметров предусмотрено два цифровых дисплея.
Нужные значения легко установить благодаря интуитивным циклограммам.
Аргонный сварочный аппарат защищен от повышенного напряжения и перегрузок до 400 В, оснащен системой воздушного охлаждения. Для легкого старта работы предусмотрены дополнительные опции HF и TIG Lift.
В предыдущей серии моделей аппарат был оснащен специальной прозрачной крышкой панели управления. Что помогало защитить панель от случайных нажатий и пыли
Из минусов модели INTIG 200: разъемы на аргон для горелки отличаются нестандартным размером резьбы.
Данная модель компактная (размеры 420x160x310 мм). Она произведена для сваривания на постоянном токе сталей (нержавеющих, углеродистых), латуни, бронзы, титана, меди, чугуна. А также разнородных сплавов.
На металлическом корпусе модели есть удобная ручка для ношения и защитные бамперы.
Данный сварочный аппарат аргонодуговой сварки хорошо адаптирован к российским реалиям: защищен по стандарту IP21S, обеспечивает устойчивую работу в диапазоне напряжения электросети 160-270 В. Управление механическое.
Показатель выбранной силы тока отображается на цифровом экране. Имеется регулятор длительности постпродувки газом для качественного завершения шва. Предусмотрена функция высокочастотного поджига дуги.
Минусы: отсутствие регулировки длительности препродувки аргоном, непривычная горелка.
Этот универсальный сварочник создан для профессионального импульсного сваривания любым из видов тока TIG-способом. Отличается качественной сборкой.
Может применяться как в небольших мастерских, так и в строительстве, промышленности. Он также поддерживает MMA-сварку.
Применяется для осуществления операций соединения алюминия, стали, нержавейки, цветных металлов. Поддерживаемый ампераж: 5-200 А.
Благодаря удобной и интуитивной циклограмме на приборной панели аргонового сварочного аппарата можно настроить режим «Пульс» и отрегулировать все стадии процесса электросварки.
Управление здесь механическое, но есть цифровой дисплей. Предусмотрено восемь удобных ручек для установки точной настройки. Поддерживается дистанционное управление с помощью пульта. Есть функция HF.
На верхней части корпуса имеются две ручки для удобства транспортировки.
Недостатки PRO INTER TIG 200: большие габариты и немалый вес – 49,8х32,8х30,2 см и 20 кг, параметры не всех функций показываются на экране, отсутствует заварка кратера.
Еще одно универсальное устройство. Отличается наличием настройки баланса полярности и тока.
Оснащено функцией Mix Tig, возможностью регулировать частоту до 200 Гц, выбирать форму волны тока из четырех вариантов. Благодаря треугольной форме волны, дает возможность работать с тонким алюминием.
В памяти данного аргонного сварочного аппарата можно сохранять до 10 шаблонов настроек. Рабочий диапазон: 10-200 А.
Из недостатков ALUTIG 200P: немалый вес – 23,5 кг; значение максимального MMA-тока достигает всего 160 А, что меньше, чем у большинства аналогичных моделей.
Электросварка алюминиевых заготовок – не такое простое дело. Их поверхность сначала необходимо зачистить от верхнего окисленного слоя и обезжирить ацетоном или другим растворителем. Кроме того, может потребоваться радел кромок – для формирования корня шовной линии. Для более эффективного отвода тепла целесообразно будет разместить заготовки на медной или стальной подкладке.






