Соединение двух и более неметаллических или металлических материалов и веществ посредством присаживаемого металла, называется пайка. Мы предлагаем рассмотреть, что такое флюс для пайки, как его можно изготовить своими руками, а также рассмотрим характеристики, и как сделать припой для меди, серебра, олова, нержавейки.
Пайка и её особенности
Чтобы получить действительно качественное соединение нужно выдержать специальную температуру в зоне шва. В среднем этот показатель варьируется в пределах 50-100 градусов. Также учитывается то, что температурный порог необходимый для того, чтобы расплавился припой, значительно выше, чем просто для плавления обрабатываемого металла. Положительные качества пайки:
- полная герметичность соединенных деталей;
- высокая прочность соединений;
- значительная экономия времени и затрачиваемых сил, в сравнении со сварочными процессами;
- на местах спайки образуется специальный слой-пленка, которая противостоит коррозии и окислению металлов.
Виды припоя
Припои – это достаточно специфический ряд веществ, которые должны соответствовать следующим условиям:
- Высокие показатели теплопроводности и электропроводности;
- Хорошая прочность и высокий коэффициент растяжения;
- Коррозионная стойкость;
- Преобразование в жидкую среду при воздействии температуры сварки;
- Контрастная величина остывания металла пайки и кристаллизации припоя.
Данные вещества варьируются в зависимости от температуры процесса паяния, и бывают мягкие и твердые.
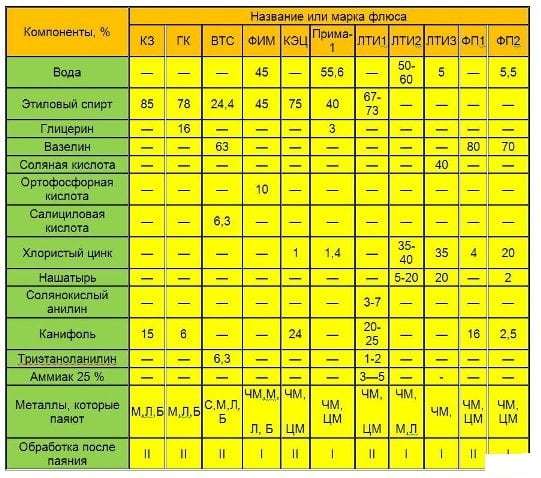 Таблица флюсов
Таблица флюсов
Пайка мягкими припоями
Пайка мягкими припоями может осуществляться только до температуры ниже, чем 400 градусов по Цельсию. Эти вещества позволяют обеспечить образование действительно прочного и одновременно мягкого шва, который не только будет отличаться относительной гибкостью но и хорошими показателями стойкости к коррозии и физическим воздействиям.
К мягким припоям относятся:
- Свинцово-оловянные
- Припои с малым содержанием олова
- Специальные и легкоплавимые
Припой, температура работы у которого 185 ÷ 267˚С – соединяет в себе олово и свинец. Также в небольшом количестве добавляется и сурьма. Перед покупкой обязательно проверяйте ГОСТ, там указана вся информация по припою.
Например, ПОС 40 – последняя цифра означает что в данном веществе содержится 40% олова, в среднем сурьмы добавляется от 3 до 5 процентов, все остальное – свинец. Данные припои используются для соединения швов, которые не нуждаются в ответственности, т.е.
не нагружены, не подаются битью или постоянной вибрации.
Для пайки также применяется бессвинцовой флюс. Их еще называются малооловянистые соединения. В основном их применяют для соединения небольших плат, контактов на нежных электрических схемах и т.д. Максимально допустимая температура плавления – 330 градусов по Цельсию.
Самые нераспространенные – это припои легкоплавкового типа, температура от 60 градусов до 145. Они приобретаются для низкотемпературной пайки или очень осторожной ручной сварки. В частности, их нельзя назвать основными припоями, т.к.у них очень маленькая прочность и эластичность. Они чаще применяются для повторного или ступенчатого паяния.
В отдельных случаях необходимо изготовление специального состава, его свойства подгоняются непосредственно для материалов, не поддающихся пайке (это флюс для никеля, низкоуглеродистой стали, алюминия, вольфрама и чугуна).
Рассмотрим самые популярные смеси:
- Флюсы для пайки алюминия в обязательном порядке должны быть на оловянной основе, также в них содержится бура, цинк, кадмий, но все, же олова в них содержится более чем 99 %. Цинк и кадмий необходимы для повышенной диффузии, которая способна проникнуть даже в глубинные слоя алюминия.
- Паста-флюс или гель для пайки микросхем, также такие припои используются для печатных плат.
 Флюс гель
Флюс гель
Для таких сплавов припои поставляются в виде разнообразных составов относительно густых, прутьев, лент и проволочных катушек (как для сварки). Также бывают чушки, которые наполовину заполнены флюсом из канифоли.
Твердые припои для пайки
Состав флюсов для пайки твердым припоем используется соединения проблемных мест, которые все время поддаются негативному воздействию окружающей среды (вибрации, перепады температур, удары и прочее). В основном это составы для высокотемпературной пайки, о т 400 градусов по Цельсию и выше. К ним относятся:
- Припой для твердого сплава из меди и цинка (до 1000);
- Фосфор и медь (до 900 градусов);
- Чистая медь применятся для процесса пайки высокоуглеродистого железа;
- Флюс безотмывочный, для пайки серебром (до 800 градусов включительно).
У твердоплавких припоев также есть свое распределение, они бывают тугоплавкими, с температурой для плавки от 850 градусов, и легкопавкие – с показателем выше данного температурного режима.
Нужно отметить, что смесь меди (используются марки М21, М11 и прочие) и цинка недостаточно распространена, из-за низких показателей прочности и относительно дорогой стоимости в большинстве случаев её успешно может заменить припой из бронзы с цинком или латуни.
Припои медно-фосфорного типа – это заменители очень дорогих серебряных флюсов. Они незаменимы при соединении медных металлов, бронзы, латуни и прочих соединений металлов, которые не должны работать на сгибы или ударные нагрузки. К слову, этот сплав еще называется припой для бесфлюсовой пайки (но не для меди).
Категорически запрещено использовать данные сплавы для пайки железа, черных металлов, низкоуглеродных сталей, т.к. при температурном воздействии и соединении с медью или фосфором образуется очень хрупкий химический элемент – фосфиды железа, который поспособствует тому, что шов разойдется.
Из-за металлофосфористых припоев образуются фосфиды железа, которые являются члишком хрупкими соединениями, и способствуют понижению качества металла, их не советуют использовать для пайки железа.
Видео: Приготовление паяльного флюса своими руками
Самым лучшим вариантом для таких спаечных процессов является серебряные припои. Они наиболее дорогостоящие. И используются также для соединения проводов, капиллярной сетки из проводов, и очень сложных плат из серебряных компонентов.
Прочие типы флюса
- Флюсы с ярко выраженными антикоррозийными свойствами. Это соединения на основе кислоты фосфора и растворителя, которые при взаимодействии образовывают органические соединения. Их очень выгодно использовать, потому что после процесса пайки не нужно использовать специальные очистители;
- Жидкие флюсы из салициловой кислоты, вазелина, золота и этилового спирта.
Это самое удобное соединение для радиаторов, спайки электрических проводов. Этот флюс обеспечивает высокую чистоту шва и его аккуратность;
- Для того чтобы изготовить нейтральный флюс для электрических приборов, отличающихся повышенными требованиями к точности (реле времени, выключатели, для соединения контактов мобильных телефонов, и т.д.
) понадобится соединения канифоли с воздухом. Канифоль очень низкоактивна и её следует применять только на подготовленных металлах, предварительно очищенных и залуженных;
 Канифоль
Канифоль - Активированные флюсы – это бура и канифоль. В большинстве случаев она используется для водопроводных соединений и пайки медных труб. Главным отличием является тот факт, что бура плавится при температуре от 70 градусов, при этом, не выделяя абсолютно никаких вредных соединений. Это только одна разновидность;
 Бура
Бура - Еще для того, чтобы приготовить активированные флюсы можно использовать такой рецепт: смешиваем канифоль, анилин, добавляем немного ангидрида, салициловой кислоты и диэтиламина. Это неплохой вариант изготовления пайки для монтажных скреплений.
Общие советы по флюсам
Самодельный флюс для пайки – это не всегда выгодный вариант, иногда его действительно выгоднее купить, тем более, что в большинстве случаев цена позволяет, скажем, smd или bga.
На данный момент более сотни отечественных компаний производят флюсы и смеси для пайки и сварки, среди которых мы можем посоветовать лти 120, Brazetec, harris, rma, sanha, welco (в среднем стоимость от 80 рублей).
Продажа осуществляется в любом магазине электрических приборов и рынке во все городах: Екатеринбурге, Минске, Москве, Новосибирске, Харькове, Челябинске Ростове-на-Дону.
Нужно отметить, что в любом случае во время процесса сварки или пайки выделяются газы, которые могут навредить организму, но если пользоваться профессиональными смесями это вред будет гораздо ниже, поэтому остановите свой выбор на известных марках.
Проблемы, возникающие при работе с припоями
Традиционно для понижения температуры ликвидуса и сужения интервала плавления, а также варьирования цвета в пределах заданной пробы применялись добавки цинка и кадмия. Однако содержание этих элементов в припое может вызвать при проведении пайки достаточно серьезные проблемы.
Если содержание цинка в припое не превышает 5%, испарение его из сплава минимально. Более высокое содержание цинка приводит к его потерям при нагревании и риску возникновения ситовой пористости спая. Кроме того, слишком большая концентрация цинка снижает пластичность и ковкость сплава.
Кадмий весьма эффективно понижает температуру плавления и придает металлу необходимую жидкотекучесть и смачивающие свойства. Однако кадмий плавится при температуре 321°С, кипит при температуре 765°С, обладает высоким давлением насыщающих паров.
Следовательно, при плавлении кадмия или содержащего его сплава, выделяется относительно высокое количество паров кадмия. Эти пары реагируют с кислородом воздуха, образуя токсичный коричневый дым оксида кадмия – CdO.
Продолжительный контакт с аэрозолем оксида кадмия может привести к целому ряду заболеваний (эмфизема легких, анемия, остеопороз, болезни почек, рак). Кадмий аккумулируется в организме и имеет период биологического полураспада 30 лет, т.е.
он более токсичен, чем другие металлы (например, ртуть и свинец выводятся из организма быстрее).
Поэтому для осуществления процесса пайки настоятельно рекомендуется использовать бескадмиевые припои.
Современные припои для изменения диапазона плавления, температуры ликвидуса, цвета и пробы вместо кадмия содержат в переменных количествах олово, индий и галлий.
В небольших количествах (0,1%) могут присутствовать добавки, обеспечивающие минимальный рост размера зерна в припое, такие как иридий и кобальт [2].
Никель добавляется в белое золото, в том числе и в белозолотые припои для того, чтобы придать ювелирному сплаву более сильный белый цвет. Однако у многих людей, особенно у женской части населения, никель при контакте с кожей может вызвать аллергические реакции (покраснение кожи, сыпь, раздражение).
По мнению европейских специалистов, «никелевой» аллергии подвержены 15% женщин и 5% мужчин.
В связи с этим страны Европейского союза ввели в действие закон от 20.01.2000 г., ограничивающий содержание никеля в ювелирных изделиях (Директива Европейского экономического сообщества 76/769/ЕЭС).
Согласно закону во всех странах, входящих в ЕС, запрещено продавать ювелирные изделия и бижутерию, содержащие более 0,05% никеля или изделия, контакт с которыми приведет к тому, что 1 см2 кожи человека будет соприкасаться с 0,05 мг никеля в течение недели.
В России никаких запретов на использование никеля в ювелирном производстве не существует.
Флюсы
Паяемые металлы при нагреве быстро соединяются с кислородом и образуют пленку из окислов, препятствующую смачиванию металла припоем.
Для удаления окислов и предотвращения дальнейшего окисления при пайке применяют химические вещества, называемые флюсами.
Флюсы очищают паяемые поверхности либо путем растворения оксидных пленок, либо путем проникновения под них с последующим отслаиванием. Предотвратить окисление можно также пайкой в среде защитного газа или в вакууме [4].
- В процессе пайки флюсы должны выполнить следующие задачи:
- 1) растворить имеющиеся остатки окислов;
- 2) защитить места пайки и припой от окисления;
- 3) способствовать повышению жидкотекучести припоя.
- Чтобы решить эти задачи, флюсующие средства должны удовлетворять следующим требованиям:
1. Рабочая температура припоя и температура действия флюсов должны быть согласованы между собой. Флюс должен находиться в расплавленном состоянии и проявлять свою активность до того, как расплавится припой. Скорость реакции, т.е. темп растворения окислов, должен быть выше, чем скорость пайки. Пайка должна проводиться достаточно быстро, чтобы помешать появлению новых окислов.
2. Вязкость флюса должна быть относительно низкой, чтобы не препятствовать растеканию припоя. С другой стороны, вязкость должна быть достаточной для надежного покрытия флюсом припоя и места пайки единым защитным слоем. Хороший флюс должен иметь низкое поверхностное натяжение, чтобы он мог в расплавленном состоянии хорошо смочить и покрыть поверхность основного металла.
3. Флюсующие средства должны полностью отшлаковывать загрязнения и отводить их из зоны пайки. Недостаточно, если флюс только растворяет остатки окислов, он должен также удалять продукты растворения от места пайки. В противном случае вязкий слой шлака будет снижать подвижность припоя и препятствовать активному действию новых порций флюсующих материалов на поверхность металла.
4. Флюсы не должны вступать в реакцию с припоем.
5. Флюсы не должны вызывать коррозионного влияния на соединяемые детали и припой.
6. Флюсы не должны менять своего химического состава при нагревании вследствие испарения отдельных компонентов, т.е. не снижать активность в предусмотренном интервале температуры пайки. Кроме того, флюсы должны сохранять свои качества до затвердевания припоя [5].
По степени химической активности флюсы делятся на две группы: слабоактивные и сильноактивные.
Флюсы первой группы применяются при пайке мягкими припоями изделий из недрагоценных металлов, второй – при пайке твердыми припоями изделий из драгоценных металлов. Слабоактивные флюсы – это канифоль, древесные смолы, воск, стеарин, вазелин, животные жиры, минеральные масла и др. Сильноактивные флюсы – это бура, борная кислота, хлориды и фториды металлов и др.
Наиболее распространенными флюсами для пайки изделий из драгоценных металлов являются бура и смесь буры с борной кислотой в различных пропорциях.
Бура (Na2B4O7·10H2O – тетраборат натрия) – белое кристаллическое вещество, плотностью 1,7–1,8 г/см3, тяжелее воды.
В порошкообразном состоянии бура очень похожа на борную кислоту, но более шелковиста на ощупь.
При нагревании до 450°С бура теряет кристаллизационную воду, при температуре 741°С плавится, образуя прозрачную стекловидную массу. В расплавленном состоянии бура способна растворять оксиды металлов.
Борная кислота (Н3ВО3) – белое кристаллическое вещество, плотностью 1,4–1,5 г/см3. Легко растворяется в горячей воде, но при охлаждении снова кристаллизуется, т.к. в холодной воде малорастворима [3, 7].
Чтобы отличить буру от борной кислоты, достаточно немного этих веществ насыпать в сосуд с водой. Борная кислота частично остается на поверхности воды в виде пыльцы, а бура тонет.
Стандартные рекомендуемые соотношения частей буры и борной кислоты – 1:1, 1:2 и 2:1. Наиболее универсален флюс, приготовленный из буры и борной кислоты в соотношении 1:1. Однако флюс в соотношении 1:2 улучшает растекание припоя при пайке изделий из золота, в соотношении 2:1 – из серебра.
Способ приготовления насыщенного раствора буры. В фарфоровую ступку засыпают определенное количество порошкообразной буры и наливают воду до полного покрытия порошка. Затем ступку нагревают до полного растворения буры и охлаждают. Охлаждаясь, раствор кристаллизуется. Кристаллы тщательно перетирают и заливают водой до образования жидкой кашицы.
Способ приготовления флюса из смеси буры и борной кислоты. Химикаты смешивают в необходимых пропорциях в металлической посуде, после чего смесь подвергают нагреву. Реактивы начинают плавиться, и на поверхности образовавшейся смеси появляется множество пузырьков.
Нагревание прекращается при появлении над поверхностью состава большого пузыря, покрывающего всю смесь (так называемый шатер). После охлаждения состав начинает кристаллизоваться.
Кристаллы в этом же сосуде тщательно перетирают до получения порошкообразной массы, затем разбавляют водой до консистенции сметаны [9].
При использовании припоев для низкопробного золота может возникнуть необходимость работы с более легкоплавким и легкотекучим флюсом. В последнее время на ювелирном рынке появилось множество флюсов промышленного производства для всего диапазона возможных температур пайки.
В их состав входит бура или тетраборат калия, борная кислота, гидрофторид калия и иногда кремнефторид калия. Предпочтительно использование калийных, а не натриевых солей, т.к. таким образом удается избавиться от слепящего ярко-желтого свечения пламени.
Фториды понижают температуру плавления флюсов и улучшают их флюсующее действие [2].
Нанесение флюса производится смачиванием всей детали с помощью кисточки, либо окунанием. Пайку начинают с осторожного подсушивания пламенем горелки флюса и припоя.
Это делается для предотвращения пузырения и разбрызгивания флюса, а также вытекания припоя из стыка.
После того как припой разогрет и расплавлен, он должен свободно растекаться по спаиваемым частям, заполняя все микропоры между плотно подогнанными соединяемыми поверхностями.
После пайки остатки флюса необходимо удалить, т.к. большинство флюсов коррозионно активны. Для этого сразу после затвердевания припоя изделие промывают водой, используя при необходимости щетку. В последнее время для удаления остатков флюса широко используются ультразвуковые ванны и пароструйные очистители [3, 7].
Пар подается под давлением 1,4–4,5 бар из подогреваемого резервуара с водой. При использовании пароструйных очистителей рекомендуется использовать деионизированную воду, т.к. водопроводная вода после испарения может давать твердый осадок.
Чем посыпают металл при ковке?
Содержание:
Производство кованых изделий сопряжено с появлением окалины. Металл можно пережечь, а вещь безвозвратно испортить. Надежный способ не допустить этого — воспользоваться специальным порошком — флюсом.
Использование сыпучей смеси является обязательным, если температура превышает 950 °C. В этой статье подробнее разберемся с тем, чем посыпают металл при ковке, как это делают и для чего это нужно.
Ковка — что такое и зачем нужно
Разбираясь, чем посыпают ковкий металл, нельзя пропустить сам процесс ковки. Что это такое и для чего нужно?
История ковки насчитывает несколько тысяч лет. Долгое время этот способ был единственным, пригодным для соединения металлических деталей. Сегодня ситуация изменилась, однако ковка продолжает сохранять свою популярность. Ее используют:
- при создании металлических конструкций, элементов дизайна;
- во время производства водосточных труб небольшого размера;
- в кузницах для производства инвентаря, используемого в сельском хозяйстве.
Этот способ требует много времени и сил, а его результат зависит от навыков мастера. Именно поэтому ковка перестала носить массовый характер, однако стала более ценной и дорогой. Качественно выполненная работа имеет высокую ценность.
Ковку можно разделить на несколько основных шагов:
1. Очищение
Перед работой поверхности обрабатываются. С них удаляются оксидные пленки и иные загрязнения. Это повышает прочность соединения.
2. Нагрев
В большинстве случаев используют обычный каменный уголь. Как только топливо разгорается, ковкий металл отправляют в печь. Необходимая температура зависит от самого материала. Например, для стали У7 характерно содержание углерода в повышенном количестве. Для работы ей требуется температура 1150 °С.
3. Применение флюса
Высокая температура способствует образованию окалины. Это, в свою очередь, может привести к пережогу ковкого металла. Чтобы не допустить этого, необходим флюс. Этот порошок применяется во время нагрева заготовки, от 950 до 1050 °С. Подробнее мы поговорим о флюсе ниже.
Сейчас же заметим, что толстый слой порошка затрудняет работу. Именно поэтому нужно следить за тем, чтобы он был тонким. Посыпать необходимо на большом расстоянии от огня, чтобы порошок не расплавился во время работы. Если заготовки маленькие, то их лучше не посыпать, а макнуть в смесь.
Сам состав при этом должен находиться в емкости из металла.
4. Сварка
Как только заготовки приобрели необходимый вид, их достают и очищают. Детали соединяют друг с другом. Остатки флюса выходят на поверхность шва вместе с ударами. Мастер движется от центра к краям, совершая сильные удары. Так вы избегаете пузырьков, трещин, непроваров и других дефектов. Ковка становится более прочной.
Несмотря на сложность работы, ковка пользуется большим спросом. Ее используют в автомобильной промышленности, в строительстве и во многих других сферах. Грамотный подход к ее выполнению — залог качественной, долговечной вещи.
С помощью ковки удается получить сложные, затейливые узоры, невероятные формы и многое другое. Отметим, что промышленное значение этот способ утратил. Это связано с его невысокой производительностью по сравнению с другими способами соединений.
Зачем нужен флюс
Флюсовые смеси — это то, чем посыпают металл во время ковки. Их применение можно объяснить так: во время нагрева заготовок на поверхности появляется окалина. Смесь оксидов, выступивших на поверхность, снижает качество изделия, портит его вид. Чтобы не допустить этого мастера используют флюс. Этот порошок выполняет несколько задач:
- не допускает пережог изделий;
- расплавляет оксиды;
- сокращает темпы образования окалины;
- делает очистку ковкого металла более простой и быстрой;
- повышает качество швов, появляющихся во время сварки;
- сокращает время пайки;
- не допускает появления пор, а также загрязнений в стыках.
Заготовки посыпают флюсом на конкретном этапе. Делают это тогда, когда ковкий металл нагревается до 950-1050 °С. Слой должен быть умеренным. Если он слишком толстый, качество ковки заметно сократится, а время работы с нею сильно возрастет. Именно поэтому слой посыпки должен быть одинаково плотным и тонким.
Что такое флюс
Ковка появилась более 2000 лет назад. Первое время, когда не было ничего другого, металл посыпали песком перед тем, как раскалять. Это было простое, доступное средство, которое хорошо справлялось со своими функциями.
Добавим, что используется оно до сих пор. В качестве флюса выбирают речной песок с небольшими фракциями. В обязательном порядке у него не должно быть глины и других примесей.
Песок хорошо справляется со своими задачами, однако чаще его разбавляют другими компонентами. Это делает смесь еще более простой в использовании. Рассмотрим все существующие флюсы более подробно.
- Речной песок. К этому компоненту предъявляется немало требований. До начала работы необходимо выполнить несколько подготовительных мероприятий. Прежде всего, очистить песок от нежелательных примесей, в том числе глины, а после — просушить. Качественная смесь должна быть однородной и сыпучей.
- Бура и речной песок. Первая представляет собой тетраборат натрия. Такая комбинация более функциональная, чем исключительно речной песок. Ее преимущество заключается в том, что с бурой металл становится чище гораздо быстрее.
- Силикатный песок и сода. Этот состав активно использовали раньше, однако сегодня он стал менее популярен. Это связано с трудной доступностью компонентов, а также длительностью приготовления состава. Среди современных аналогов такой смеси —перемолотое стекло.
- Бура в чистом виде. Используется в условиях высокой температуры. Объяснить это можно тем, что песок может не выдержать большого нагрева и начать плавиться. Бура же, в отличие от него, хорошо справляется с поставленной задачей.
Все добавки популярны и по-своему востребованы. У каждой из них есть преимущества и некоторые особенности. Однако самая популярная среди них — это бура. На ней остановимся подробнее.
Что такое бура и зачем нужна
Боракс или бура — кристаллообразный порошок светлого цвета. Представляет собой неорганическое соединение, натриевую соль борной кислоты, полученную из минералов природного происхождения.
Довольно часто ковка посыпается смесями с 5-10% буры в составе. Предварительно этот компонент избавляют от влаги (с помощью прокаливания). Это условие необходимо для качественной работы, создания изделия, которое прослужит десятилетия, не утратив своего вида.
К преимуществам тетрабората натрия относят безопасность использования. Это вещество хорошо зарекомендовало себя не только при ковке, но и при производстве моющих, косметических средств, цветного стекла и другой продукции.
Бура входит в состав флюса, используемого в золотодобыче, а также в ювелирном деле, при производстве дамасской стали. Элемент, применяемый во время ковки, делят на два вида:
- Кристаллический порошок, с помощью которого удается равномерно распределить флюс в уязвимых местах, тонким и ровным слоем.
- Раствор, который требуется для пайки и ковки небольших деталей. Здесь уже ничего не посыпается. Сами детали окунаются в состав.
Как использовать порошки
Многие ковкие металлы, используемые в качестве первичного сырья, имеют высокую активность. Во время обработки на них выступает оксидная пленка. И даже если кузнец убрал ее, она может появиться повторно. Как быть в такой ситуации?
Во время работы флюс смешивается с окалиной. В результате этого образуется защитная смесь, которая не допускает появления оксидной пленки. Особую активность в этом отношении проявляет алюминий. Использование флюса во время работы с ним является обязательным.
Выбор качественного флюса важен. А вот сама температура ковки зависит от того, какой материал обрабатывается. До нагрева ковкого металла необходимо изучить условия его обработки. Кроме того, важно следить за тем, чтобы в процессе накаливания материал приобретал желтый оттенок.
Как только металл достиг нужной температуры, необходимо убрать его из кузницы. На следующем шаге происходит обработка сыпучей смесью. Это может быть обычный речной песок или песок, смешенный с бурой.
Этот этап обработки максимально важный и пропускать его нельзя. Любой выбранный флюс работает в качестве восстановителя, а, следовательно, предотвращает дальнейшее окисление металлической поверхности.
За обработкой поверхностей флюсом наступает следующий шаг. Ковкий металл возвращается обратно в кузницу. Если там материал начинает искриться, это значит, что его больше не нужно раскалять, либо то, что качество смеси было недостаточно высоким. При правильном выборе флюса сама ковка станет более простой и комфортной. Готовое изделие получит высокое качество и привлекательный вид.
Область применения буры
Тетраборат натрия, он же боракс, имеет широкую область применения. Во время плавки и пайки ковких металлов он используется в качестве флюса. Кроме того, он распространен при производстве эмали, глазури, стекол и др.
Этот порошок используется в фармацевтических целях, поскольку считается полностью безопасным и экологичным. Также он представляет собой природный консервант и надежное средство для дезинфекции.
Другие области его применения:
- создание строительных материалов для утепления;
- основа для покраски;
- производство косметики и бытовой химии;
- основа для выпуска бора.
Преимущества буры в кузнечном деле
Флюсовые смеси незаменимы при кузнечной ковке и пайке, а их частым компонентом выступает бура. Последняя представлена в виде порошка и активно продается на рынке. Ее основная ценность заключается в температуре плавления, доходящей до 800-900°C. Ниже рассмотрим преимущества буры в кузнечном деле. К плюсам относят:
- наибольшую простоту и безопасность для использования в качестве флюса, по сравнению с другими добавками;
- повышение качества сварных швов;
- предотвращение окисления свариваемых поверхностей;
- отсутствие загрязнений в стыках, а также появления пор;
- невысокую стоимость.
Этот материал не вредит здоровью, при соблюдении несложных требований во время работы. За счет быстрого разжижения он ускоряет процесс ковки.
Безопасность при работе с бурой
Бура не опасна с точки зрения взрывов и пожаров. Токсичность минерала умеренная, что связано с наличием в составе борной кислоты. Частички буры могут попасть в организм через аэрозольное распыление, а также в виде пыли. Это может привести к раздражению слизистых.
Основные правила при работе с бурой:
- не рекомендуется есть, пить, а также принимать пищу, контактируя с этим минералом;
- хранить буру следует в закрытых помещениях, в упаковках или специальных контейнерах;
- срок хранения минерала составляет всего шесть месяцев.
Также не стоит забывать про средства индивидуальной защиты. Речь идет про спецодежду, специальные очки и защитные перчатки. Кроме того, главное — не раскалять материал, соблюдать температуру работы с ним.
Пример: как ковать сварной шов
Рассмотрим, как ковать сварной шов за несколько шагов:
- Необходимо подготовить материалы. На этом же шаге следует проверить температуру ковки выбранного металла. Во время нагрева они должны желтеть. Однако нагревать материал после этого не следует. Это может привести к окислению и, как следствие, разрушению металла.
- Флюсование. На этом шаге нужно достать материалы из кузницы и обработать их флюсом. Последний служит некой защитой, которая предотвращает образование окиси на материале. Можно сказать, что флюс — это восстановитель.
- Нагрев. Вслед за обработкой ковкий металл возвращается в кузницу и доводится до ярко-желтого цвета. Однако здесь важно не передержать его. В противном случае металл заискрит. Здесь еще раз напомним, что у каждого материала — своя температура сварки, и ее нельзя игнорировать.
- Соединение, забивание. Необходимо достать элемент из кузницы, когда он достигнет ярко-желтого цвета. Это произойдет довольно быстро, поэтому нужно быть готовым. Далее можно соединить детали проволокой, выполненной из металла. Это нужно сделать до того, как сформируется основной сварной шов. Далее деталь подносят к молотку или к гидравлическому прессу. Здесь нужно следить за силой удара, за тем, чтобы сварной шов не сместился.
Довольно часто можно встретить вопрос о том, существует ли альтернатива боракса. Самый старый «предшественник» — мелкодисперсный кварцевый песок. Его использовали несколько десятилетий назад, до изобретения боракса.
При какой температуре плавится бура? Как и другие материалы, боракс имеет свои собственные характеристики. Плавится он при температуре около 741 °C. При таком градусе образуется стеклянное покрытие для поверхности, которую будут сваривать. Другой вопрос — какая температура необходима для самой кузнечной сварки. Большая часть сплавов алюминия плавится при температуре 800 °C.
В этой статье мы рассмотрели, чем посыпают металл во время ковки, рассказали про буру, которая часто выступает компонентном флюса. Узнать эти сведения будет полезно тем, кто интересуется работой кузнецов. Кроме того, эти знания будут полезны для качественной кузнечной сварки разных металлов.
Бура для пайки латуни, меди или алюминия и флюс: для чего нужны и как пользоваться
Пайку металлов проводят, предварительно удаляя с их поверхности следы оксидов. Для этого применяют флюсы. Они должны предотвращать окисление при нагреве и стимулировать хорошего растекание расплавленного припоя.
Для пайки медных изделий идеально соответствует всем требованиям припой из буры. Вещество известно со средних веков. Добывали его в озерах Индии, Тибета, затем перевозили в Европу, где использовали для обработки тканей и кожи, производства стекол.
Бура широко применяется для работы с металлами. При изготовлении или ремонте металлических изделий проводится пайка бурой. Прежде всего, метод применяют для деталей из меди, латуни. Особенную разновидность этого флюса используют при ремонте ювелирных изделий.
Описание вещества
Что такое вещество бура? Изучены многие минералы с вмещением тетраборат натрия. К таким залежам можно отнести:
- боракс или тинкал-декагидрат тетрабората натрия;
- керит;
- осадок бура образуется во время пересыхания соленых озер (Серлс, озера Турции);
- минералы, относящиеся к классу боратов, содержащие кальций, натрий и подобные элементы кроме буры.
Разновидности бура
Выделяют два варианта такого материала. В твердой форме бура проявляется как порошок с мелкими гранулами малой фракции с белым цветом. Флюс не будет растекаться во время применения и его можно четко расположить в требуемых зонах стыка металлов.
Бура в виде порошка
Бура в жидком виде (натрия тетраборат)
Применение получила и разведенная бура для легких видов металлов. В некоторых случаях жидкости очень удобны, ведь достаточно лишь окунуть мелкую деталь в раствор. Кроме того, жидкая форма позволяет применять буру даже при низких температурах нагрева.
В некоторых случаях выгодно применение смеси флюсов с включением буры в состав для особых характеристик основного металла и особых требований к соединению.
Кузнечная сварка и сварка ковкой
Кузнечная сварка металла — один из старейших способов получения неразъемного соединения. При этом, с помощью такого примитивного метода можно соединять самые разнообразные металлы, в том числе нержавейку. Но учитывайте, что сварной шов получается недостаточно прочным, и эта работа считается очень трудоемкой. Однако, есть у кузнечной сварки и свои преимущества.
В этой статье мы кратко расскажем, в чем суть кузнечной сварки и какие особенности нужно учесть, чтобы соблюдать технологию.
Состав и физико-химические свойства
| Химическая формула | Na2B4O7. |
| Состав | Тетраборат натрия |
| Окраска | Бесцветный, белый, с серым, синим, зеленым и желтым оттенком |
| Твердость элемента | 2-25 |
| Форм кристаллов | Высокие или короткие призматические кристаллы, обычно находятся в неорганизованной, хаотичной структуре |
| Спайность | 1,1 |
| Уровень цепкости | Ломкость |
| Свойства | Хорошо растворим в водной среде, имеет металлический привкус |
| Температура плавления | 60 °С |
Бура является соединением соды и борной кислоты. Такое вещество не растворяется в спиртах, но хорошо образует растворы с горячей водой и глицерином.
Молекулярная структура тетрабората натрия
Бура вступает в реакцию с сильными кислотами с формированием соли и борной кислоты. При нагреве выше 400 °C вещество полностью лишается воды в кристаллах. Бура как соль слабой кислоты, при смешивании и с водой порождает щелочную реакцию с тетраборатом натрия. Бура может вступать в реакцию с некоторыми оксидами металлов с образованием различных соединений – перлов буров.
Как пищевой консервант бура запрещена для применения в большинстве стран, включая Россию, ввиду не выводимости вещества из органов человека, как токсического ингридиента. Как пищевая добавка материал получил название Е-285.
Химические реакции при участии бура
Советы и рекомендации
Пайка бурой может без проблем производиться и в домашних условиях, но только на подготовленном месте и с соблюдением правил по технике безопасности.
Использование подшипниковой стали не по назначению
Пользуясь электродом, лучше использовать и различные защитные средства. В том случае, если бура достаточно длительно хранилась, рекомендуется ее перед началом работ особым образом переплавить.
- Для этих целей используют либо тигилек, либо шамот.
- Видео:
- Полученное в результате плавления вещество необходимо будет тщательно раздробить до порошкообразного состояния, после чего поместить для дальнейшего хранения в герметичную емкость.
- Следует помнить, что наносить флюс следует только тогда, когда место пайки раскалиться докрасна.
Прогревать место пайки необходимо по всей его площади, аккуратно водя горелкой в разные стороны. Для пайки следует использовать небольшое количество буры.
https://www.youtube.com/watch?v=KUX5bo0WiuQ\u0026t=39s
Сама бура в момент пайки должна полностью расплавиться и плотно растечься по всему месту соединения и образовать специфическую пленку. Совместно с бурой лучше всего использовать латунь.
- Оптимальным моментом для нанесения припоя является тот, при котором место соединения раскаляется докрасна, а расплавленная бура приобретает ярко выраженный синеватый оттенок.
- Следует отметить, что и бура, и латунь имеют практически одинаковую температуру плавления.
- Видео:
Область применения бура
Тетраборат натрия активно нашел применение для следующих целей:
- в роли флюса во время операции пайки и плавки металлов;
- в исследованиях аналитической химии как стандартный вариант вещества для определения уровня кислоты в растворе. Также бура используется для установки характеристик оксидов металла;
- повсеместное применение в создании глазури, эмали, стекол для оптических приборов и декора;
- порошок нашел употребление в фармацевтике и бумажном производстве;
- является природным консервантом и средством для дезинфекции, борьбы с паразитами;
- является компонентов в химической промышленности для создания бытовых товаров для чистки;
- актуально применение в создании косметических изделий;
- бура используется как основа для создания бора;
- вещество является компонентом для создания утеплительных строительных материалов;
- в легкой промышленности тетраборат натрия наносят на изделие перед процедурой окраски.
Применение бура в быту
Буру можно найти в большинстве продовольственных магазинов. Это сравнительно недорогой товар, что делает его отличным выбором для применения во многих домашних работах.
Применение натрия тетрабората как медицинское средство
Вещество является очень эффективным при борьбе с вредителями: тараканами, муравьями и прочими бытовыми насекомыми. Смесь готова при смешивании равных частей порошка с сахаром. Сахар помогает привлечь жуков и бура проявляет свое пагубное действие на насекомое.
Рекомендуется держать вещество в труднодоступных местах, подальше от домашних животных и детей. Оптимальные места: под плитами, холодильником и раковиной. Бура также хорошо справляется с мышами. Вы просто должны нанести порошок в местах, местонахождения мышей, и бура избавит вас от вредителей.
Также можно посыпать раствор на ковер и пропылесосить, чтобы исключить наличие блох или обработать матрас, для избавления от клопов.
Подбор сечения прогона из прокатного профиля (швеллер)
Бура позволит избавиться от ржавчины. Смешивая 1 чашку порошка с 2 чашками воды и 1 столовой ложкой лимонного сока получается эффективное средство против коррозии. Раствор, напоминающий пасту, наносят на заржавелые вещи в течение примерно 15 минут. После чего ржавчину легко удалить механическим трением.
Тетраборат натрия является универсальным очистительным средством. Две столовые ложки бура смешивают с 2 чашками воды получая универсальный очиститель. Раствор можно применять в бутылке с распылителем и использовать его для очистки кухонных поверхностей и ванной плитки, и керамики. Бура отлично подходит для выведения очень стойких пятен. Бура поможет вывести въевшиеся пятна с пола.
Бура позволит промыть домашние сантехнические узлы. Просто ½ чашки бура помещают в слив с несколькими чашками теплой воды. Бура расщепляет грязь, которая застревает в трубах. Это не только удалит излишки и прочистит канализацию, но и продезинфицирует систему.
Применение при ковке и кузнечной сварке
Бура активно применяется в роли флюса для ковки и кузнечной сварки. Порошок является источником оксида бора, с отличными антиокислительными свойствами.
Бура способна при необходимости убрать при обработке металла небольшие трещины, изменить форму изделия или при нагреве во время художественной ковки и кузнечной обработки металла. Вещество классифицируется как высокотемпературный флюс.
Обработанная заготовка с бурой характеризуется более износостойкими характеристиками и долговечностью.
https://www.youtube.com/watch?v=KUX5bo0WiuQ\u0026t=128s
Использование буры в пайке
Во время расплавления буры при температуре 700-900 °С, поверхность обрабатываемого материала очищается, а все лишние включения растворяются во флюсе.
Во время обработки материала ковкою постепенно создается толстый слой окалины. В некоторых случаях обрабатываемый металл может полностью сгореть в связи с перегреванием детали.
Но при использовании тонкого слоя буры можно избежать такого сценария.
Тетраборат натрия для лизуна
Вещество тетраборат натрия, находится в детской развлекательной игрушке лизун. Зная, как сделать тетраборат натрия в домашних условиях, вы можете из вещества изготовить своему чаду игрушку. Она ничем не будет отличаться от магазинного варианта, но так как это химикат, играть с ним желательно аккуратно.
Самодельный лизун для своего ребенка будет обладать более весомыми преимуществами, по сравнению с покупными вариантами. Чтобы изготовить, игрушку самостоятельно, нужно для начала сделать раствор буры, а также подготовить клей (желательно прозрачный), воду и гуашь, можно использовать пищевые красители.
Процесс изготовления лизуна:
- находим емкость и наливаем в нее теплую воду;
- добавляем изготовленный раствор буры и хорошо перемешиваем состав;
- после растворения вещества находим еще одну емкость и наливаем в нее половину стакана воды, клей и краситель, а затем также максимально перемешиваем до получения однородной массы одного цвета;
- теперь смесь тоненькой струйкой переливается в емкость с красителем, но при этом нужно перемешивать состав;
- Готовый лизун
- В итоге получается, тягучая масса, которой можно играть ребенку, но нужно контролировать, чтоб малыш не брал лизуна в рот.
- Другие варианты изготовления безопасного для ребенка игрушки лизун мы разобрали в отдельной статье.
Как производится процесс спаивания
Пайка является процессом, в котором два или более металлических элементов соединены путем плавления, за счет присадочного металла в соединительный шов, имеющего сравнительно низкую температуру плавления.
Пайка используется для формирования постоянной связи между компонентами. Во время пайки только припой плавится, а не те части материала, которые были припаяны.
Припой представляет собой металлический «клей», который скрепляет части материалов.
Пайка медных труб
Если вам необходимо создать флюс из буры вы можете использовать борную кислоту в соотношении 1:1 для работы с медью, сталью, чугуном или подобным веществом. Такую смесь требуется перемешать, а затем испарить излишние остатки жидкости для сухого вида флюса. Такая подготовка позволяет получать активный качественный флюс для обработки деталей.
Пайка с бурой является одним из самых распространенных вариантов обработки с припоем. Метод позволяет успешно установить или наладить детали и различные механизмы.
Преимущества использования технической буры для пайки:
- такая пайка может соединять различные металлы в один элемент;
- материалы могут использоваться с различными температурными режимами плавки;
- пайка позволяет связывать металлы с неметаллическими материалами;
- соединения, созданные таким методом можно разрушить повторным нагревом при необходимости;
- особенностью пайки является отсутствие плавления основного металла во время работы. Таким образом, мастер может избежать коробления, изменения геометрических форм и прочих изменений;
- бура создает хорошие условия для пайки деталей их схватывания;
- порошок позволяет добиться высокой прочности.
Этапы пайки с бурой
Весь процесс состоит из последовательных этапов, выполнение которых является обязательным:
- Тщательная подготовка поверхностей заготовок перед нагревом.
- Чистка проводится для избавления от окисных пленок, здесь как раз и нужна техническая бура.
- Паяльной лампой производится нагрев свариваемых поверхностей до нужной температуры.
- В пространство между деталями вводится разогретый металлический припой в жидком состоянии.
- Суть соединения – объединение основного металла с жидким металлическим припоем в хорошо разогретом состоянии.
- Процесс заканчивается при окончательной кристаллизации припоя.
Особенности процесса пайки
Существуют различные варианты пайки. У многих из них похожий алгоритм работы.
Пайка под флюсом
Для качественного соединения необходимы следующие действия:
Расчет швеллера на прогиб/изгиб калькулятор онлайн
- Припой должен наносится на чистую поверхность, которая выступает как основание. Требуется удалить любые масла, краски, воск и прочие включения с использованием растворителя, стальной щеткой, или мелкой наждачной бумагой.
- Чтобы припой, соединился с кончиком паяльника на несколько секунд его подогревают, и лишь потом применять припой. Держите паяльник как ручку, возле основания инструмента.
- Обе части, заготовок, которые будут припаяны, должны быть горячими, чтобы сформировать хорошую связь.
- Кончик паяльника нагревает обе стороны заготовок.
- Припой будет на хорошо растекаться на разогретом основном металле. Следует использовать достаточное количество припоя, чтобы сформировать сильное соединение.
- Удалите наконечник из зоны соединения, как только припой начинает течь.
- Нельзя двигать соединение спайки, пока припой охлаждается. Не перегревайте соединение, так как это может привести к повреждению Транзисторы и некоторые другие компоненты могут быть повреждены из-за тепла при пайке. Зажим крокодил может быть использован в качестве теплоотвода для защиты этих компонентов.
Поглощая тепло, зажим крокодил уменьшить тепло, помогая предотвратить повреждение.
- Пайка соединения может занимать всего несколько секунд, и произвести операцию сможет даже любитель. Если шов плохо выглядит, разогреть его и попробуйте снова.
Плохие скрепления (также называемые сухие соединения) должен быть расплавлен и переделан. Протрите кончик паяльника, чтобы очистить его. Отключите паяльник, когда он не используется.
Способ изготовления флюса для кузнечной сварки
- К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
- Зарегистрировано в Бюро после изобретений Госплана при СНК СС
- Способ изготовления флюса для кузнечн
- Заявлено 2 марта 1938 года в НКТМаш за № 14