
23.09.2019 VT-METALL 
Вопросы, рассмотренные в материале:
- Что собой представляет порошковая металлургия и в чем ее плюсы
- Какими свойствами обладают свойства металлических порошков
- В чем заключается технологический процесс производства металлических порошков
- Какие изделия производят из металлических порошков
Для производства высококачественных деталей, предназначенных для машиностроения, радиоэлектроники и прочих областей промышленности, используются изделия из металлических порошков.
Технология дает возможность формировать заготовки, спекать и окончательно обрабатывать изделия (включая калибровку, доуплотнение, выполнение чистовой механической обработки, термообработки и т. п.).
Для готовых деталей, получаемых таким способом, характерны высокая прочность, соответствие заданным размерам и конфигурации. В этой статье подробнее остановимся на качествах металлопорошковых изделий.
Что собой представляет порошковая металлургия и в чем ее плюсы

Порошковая металлургия используется в том случае, когда отсутствует возможность создания нужных деталей или материалов при помощи традиционных методов металлообработки либо металлопорошковый способ производства оказывается экономически более целесообразным. Металлопорошковая технология помогает в создании композиционных материалов, имеющих риботехническое (речь о подшипниках скольжения, фрикционных накладках и дисках), электротехническое (контакты, магнитотвердые и магнитомягкие изделия) и инструментальное (твердые сплавы) назначение, а также конструкционных деталей (втулок, колец, храповиков, шестерней, крышек подшипников, кулачков и др.) и т. п.
Среди преимуществ создания изделий из металлических порошков следует отметить:
- Снижение затрат на финальную обработку заготовки. В большинстве случаев изделия из металлических порошков имеют окончательные размеры и не требуют дополнительной механической обработки либо нуждаются в минимальной чистовой отделке, позволяющей добиться высокой точности изделий. Такая технология особо эффективна при создании деталей, имеющих сложную геометрическую форму.
- Возможность изготовления деталей, обладающих регулируемой пористостью (фильтров, катализаторов, глушителей шума и пр.).
- Возможность создания градиентных и композиционных материалов, получение которых при использовании традиционных технологий невозможно.
Основными сферами, в которых нашли применение изделия из механических порошков, являются автомобильная промышленность (на которую приходится примерно 70 % всего объема продукции), области приборостроения, производство бытовой техники.

В 1999-2000 гг.
Европейская Ассоциация порошковой металлургии провела статистические исследования и, проанализировав собранные данные, сделала вывод о том, что изготовление 1 000 тонн изделий из металлических порошков позволяет сэкономить 1 500–2 000 тонн металла, высвободить 50 металлорежущих станков, на 120 000 нормочасов снизить трудоемкость работ, более чем в 1,5 раза повысить производительность труда. Еще одним преимуществом порошковых деталей является их себестоимость, которая в среднем в 2-2,5 раза ниже, чем себестоимость изделий из металлического проката.
VT-metall предлагает услуги:
Порошковая покраска металла
В 2000 году металлообрабатывающими предприятиями всего мира (за исключением предприятий стран СНГ) было выпущено более 700 000 тонн изделий из металлических порошков.
Расширился ассортимент создаваемых по данной технологии деталей, стало возможным производство из металлокерамики шатунов двигателей, крышек подшипников, колец синхронизаторов КПП, роторомасляных насосов, седел клапанов, кулачков распределительных валов, узлов АКПП и т. п.
- С развитием этой металлообрабатывающей отрасли повышается качество исходных материалов, благодаря чему улучшается плотность и прочность готовых изделий и материалов; усложняются формы и увеличивается размерная точность деталей; повышаются механические и функциональные характеристики готовой продукции.
- Решению поставленных перед отраслью задач способствует создание оборудования, обладающего высокой формовочной точностью и повышенной производительностью, открытие новых технологических процессов производства изделий из металлических порошков.
- На сегодняшний день эта отрасль металлообработки позволяет не только экономить ресурсы, но эффективно создавать материалы, обладающие уникальными свойствами, что невозможно при использовании традиционных способов работы с металлами.
Свойства металлических порошков
Технологическая пригодность металлических порошков, как и любых других материалов, определяется их стандартными характеристиками, среди которых:
- пикнометрическая плотность, зависящая от химической чистоты и уровня пористости порошка;
- насыпная плотность, под которой понимают массу порошка, получаемую при свободном наполнении емкости заданного объема;
- текучесть порошков, определяемая в зависимости от скорости наполнения емкости определенного объема (этот параметр имеет существенное значение, поскольку влияет на производительность последующего прессования);
- пластичность, под которой понимают свойство порошка принимать и сохранять определенную форму.
- Независимо от того, каким способом получен металлический порошок, его дальнейшая обработка выполняется за счет давления и применения специальных пресс-форм.
- Форма изделиям из металлических порошков придается при помощи прессования с использованием пресс-форм, прокатки и шликерной формовки.
- Технология шликерной формовки аналогична формовочному литью, с ее помощью изготавливают втулки, оси, штуцеры, валики и др.
Технологический процесс производства металлических порошков

Прежде чем приступить к производству металлокерамических деталей, необходимо изготовить порошки. Различия во фракциях и размерах готовых измельченных частиц обусловлено разными способами производства.
Методы получения порошков делятся на две большие группы:
- В основе физико-механических методов изготовления металлических порошков лежит измельчение твердых или жидких частиц металла механическим способом. Эта группа технологий сочетает в себе обработку за счет статических и ударных нагрузок.
- При использовании химико-металлургических методов изменяют фазовое состояние исходного материала. Модификация достигается за счет восстановления окислов и солей, электролиза, термической диссоциации карбонильных соединений.
Получение металлических порошков возможно одним из следующих способов:
- Шаровым. При этом происходит дробление и перетирание металлических обрезков и стружки при помощи шаровой мельницы.
- Вихревым. В этом случае в специальных мельницах насосами нагнетается воздушный поток, под воздействием которого металлические частицы сталкиваются друг с другом. Зерна готового порошка имеют блюдцеобразную форму. Качество готового материала весьма высокое.
- При помощи специальных дробилок, измельчающих частицы металла за счет ударного воздействия падающего груза.
- Распылением. Этот способ подходит для работы с легкоплавкими металлами. Жидкий сплав распыляют за счет потока сжатого воздуха, а затем измельчают при помощи быстровращающегося диска.
- Электролизом. Для восстановления металла используется электрический ток. В результате хрупкость металла повышается, что позволяет измельчать его в мельнице до порошкообразного состояния. Готовые зерна имеют дендритную форму.

1. Физико-механические методы.
Для получения порошка с нужными фракциями используются центробежные мельницы.
Промежуточным этапом является первичное измельчение, для которого используются конусные и валковые дробилки, позволяющие измельчить металл до частиц размером не более 1 см.
В зависимости от используемой технологии процесс занимает от одного часа до трех-четырех суток. При необходимости ускорения производства прибегают к помощи вибрационных мельниц.
Процесс измельчения при помощи таких мельниц отличается большей интенсивностью, поскольку прилагаются режущие усилия, а также создается переменное напряжение. Размер получаемых зерен варьируется от 0,009 до 1 мм.
Повышению производительности процесса измельчения металлических частиц способствует жидкостное воздействие, благодаря которому металл не распыляется. При этом объем используемой жидкости составляет около 40 % от массы обрабатываемого вещества.
Твердосплавные частицы измельчаются при помощи центробежных мельниц. К недостаткам этого типа мельниц относится периодичность работы.
При помощи физико-механических методов нельзя измельчать высокопластичные цветные металлы. Для работы с пластичными материалами используются вихревые мельницы, измельчающие частицы за счет ударов друг о друга.
2. Химико-металлургические методы.

Наиболее распространенным способом изготовления металлических порошков является восстановление железа, выполняемое при помощи рудных окислов или окалины, которая является продуктом горячей прокатки. При этом важное значение имеет количество газообразных соединений в порошке.
Если их количество будет выше допустимой нормы, то готовый порошок будет излишне хрупким, что не позволит его в дальнейшем прессовать. Если превышение нормы все же произошло, излишняя часть газов удаляется при помощи вакуумной обработки.
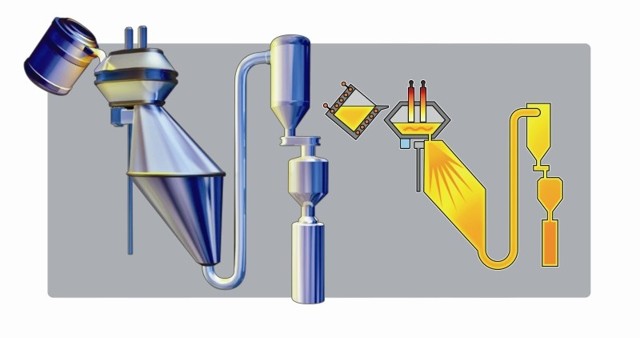
Наиболее простым и дешевым способом является тот, в основе которого лежат распыление и грануляция. Для измельчения металла используются струи расплава либо инертного газа, распыляемые при помощи форсунок. Температуру и давление газового потока можно регулировать, для охлаждения используется вода.
Медные порошки с высокой степенью чистоты чаще всего получают за счет электролиза.
Какие изделия производят из металлических порошков

Технологические методы, позволяющие получать порошки, весьма многочисленны и разнообразны. Благодаря этому возможно изготовление изделий из металлических порошков, обладающих нужными свойствами и составом.
Технология порошковой металлургии дает возможность создавать новейшие композитные материалы, которые невозможно произвести иными способами. Порошковое покрытие металлических изделий позволяет экономно использовать материалы из-за их более низкого расходного коэффициента.
Без изделий из металлокерамических порошков сегодня не обходятся такие сферы промышленности, как приборо- и машиностроение, радиоэлектроника, изготовление инструментов, включая сверла, резцы.
На сегодняшний день изготовление металлопорошковых изделий автоматизировано, в связи с этим не требуется наличия на предприятии высококвалифицированных кадров. Эти факторы снижают себестоимость готовых металлических изделий.
Если пористость порошков находится в пределах нормы, то их коррозионная стойкость аналогична этому показателю у деталей, произведенных традиционными способами.
Изделия, изготовленные из металлических порошков, устойчивы к резким перепадам температур, что обуславливает сферу их использования.

Благодаря пористой структуре изделия из металлических порошков хорошо удерживают смазку.
Именно поэтому металлопорошковые материалы используются для производства деталей, подвергающихся повышенному трению в процессе эксплуатации (подшипников скольжения, направляющих втулок, вкладышей, щеток электродвигателей).
Поскольку порошковые подшипники имеют пористую структуру, их можно пропитать смазочными материалами. В дальнейшем смазка начнет выходить на поверхность подшипника и перейдет на соприкасающиеся детали. Подобные подшипники называют самосмазывающимися.
Они обладают следующими преимуществами:
- экономичностью (снижают расход смазки);
- износостойкостью;
- экономией на материалах (железо используется вместо дорогой бронзы и баббита).
Пористость изделий в процессе их изготовления можно усиливать путем добавления в металлические порошки графита, характеризующегося отличными смазывающими качествами. Подшипникам, в которых содержится высокий процент графита, смазка не требуется вовсе.

Высокотехнологичные машины и аппаратура комплектуются деталями и элементами, изготовленными из композитных материалов. Развитие высоких технологий повлекло за собой активное развитие металлопорошкового производства. В отличие от сплавов, композитные материалы могут состоять из различных компонентов, как металлических, так и неметаллических.
При помощи традиционных способов металлообработки, к примеру, плавления в металлургических печах, нельзя получить соединения вольфрама и меди. Производство компонентных материалов помогает решить эту проблему.
Для того чтобы изготовить композитные материалы, нужные компоненты просто смешивают друг с другом, затем придают им необходимую форму при помощи пресса, после чего спекают.
Среди композитных материалов можно также отметить ядерное топливо.
Благодаря современным технологиям можно получать твердосплавные изделия за счет добавления в их состав карбидных включений. Не секрет, что чем выше содержание в металле углерода, тем более твердым он является.
Карбид повышает вязкость порошков, при этом не отражаясь на его прочностных характеристиках. Металлокерамические детали отличаются повышенной износостойкостью, поэтому именно из них изготавливают режущие инструменты, твердосплавные матрицы и пуансоны, при помощи которых выполняется листовая штамповка металлов.
Металлические ферромагнитные порошки используются также для создания электроконтактных материалов, т. е. электрических контактов, без которых невозможен выпуск электронных и радиотехнических деталей.
Возможно использование металлических порошков и в других сферах.
Благодаря устойчивости к воздействию высоких температур, порошки оптимальны для производства различных тормозных механизмов. Для повышения жаростойких качеств в металлокерамику добавляют хром, никель и вольфрам.
Для производства абсолютного большинства современных магнитных изделий используются порошки из металла. За счет инновационных технологий железо можно соединять с разного рода силикатами.
Изделия из металлических порошков применяются для создания фильтрующих устройств для газов и горючих веществ.
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Порошковая металлургия
Из металлов и различных сплавов могут производиться порошковые составы. Они могут применяться самым различным образом для защиты заготовок и деталей. Порошковая металлургия – активно развивающаяся область, которая имеет огромное количество особенностей. Это направление металлургии появилось более ста лет назад.

Порошковая металлургия
Получение порошков
Для производства порошка могут применяться самые различные технологии, но их объединяют следующие моменты:
- Экономичность. В качестве сырья могут использоваться отходы металлургической промышленности. Примером назовем окалину, которая сегодня нигде не применяется. Кроме этого, могут применять и другие отходы.
- Высокая точность геометрических форм. Изделия, получаемые при применении рассматриваемой технологии порошковой металлургии, обладают точными геометрическими формами, последующая механическая обработка не требуется. Этот момент определяет относительно небольшое количество отходов.
- Высокая износостойкость поверхности. За счет мелкозернистой структуры получаемые изделия обладают повышенной твердостью и прочностью.
- Невысокая сложность технологий порошковой металлургии.
Рассматривая наиболее распространенные технологии порошковой металлургии отметим, что они делятся на две основные группы:
- Физико-механические методы заключаются в измельчении сырья, за счет чего размер частиц становится небольшим. Подобного рода процессы производства характеризуются комбинированием различной нагрузки, которая оказывает воздействие на сырье.
- Химико-металлургические методы используются для изменения фазового состояния применяемого сырья. Примером подобного производства можно назвать восстановление солей и окислов, а также других соединений металлов.

Металлический порошок
Кроме этого, выделим следующие особенности производства порошка:
- Шаровой способ предусматривает переработку металлических обрезков в шаровой мельнице. За счет тщательного дробления получается мелкозернистый порошок.
- Вихревой способ заключается в применении специальной мельницы, которая создает сильный воздушный поток. Столкновение крупных частиц становится причиной получения мелкого порошка.
- Применение дробилок. Нагрузка, которая создается при падении груза большой массы, приводит к измельчению материала. Ударная нагрузка воздействует с определенной периодичностью, за счет чего и происходит дробление состава.
- Распыление сырья в жидком виде под воздействием сжатого воздуха. После получения хрупкого состава, металл пропускается через специальное оборудование, которое перемалывает его для получения порошка.
- Электролиз – процесс восстановления металла из жидкого состава под воздействием электрического тока. За счет повышения показателя хрупкости сырье может быстро перемалываться в специальных дробилках. Данный метод обработки позволяет получить зерно дендритной формы.
Некоторые из приведенных выше технологий порошковой металлургии получили большое распространение в промышленности по причине высокой производительности и эффективности, другие сегодня практически не применяются из-за повышения стоимости получаемого сырья.
Компактирование
Порошковая металлургия также предусматривает проведение процедуры, которая основана на получении полуфабрикатов в виде прутков и лент. После прессования можно получить практически готовое к применению изделие.
К особенностям процесса компактирования можно отнести нижеприведенные моменты:
- В качестве сырья при проведении рассматриваемого процесса применяется сыпучее вещество.
- После прохождения компактирования сыпучий порошок становится компактным материалом с пористой структурой. Прочность получаемого изделия приобретается в ходе проведения других процессов обработки.
Принцип порошковой металлургии
Рассматривая процесс прессования порошка, отметим применение следующих технологий:
- прокатывание;
- шликерное литье;
- изостатическое прессование за счет оказания давления газом или жидкостью;
- прессование с одной или обеих сторон при применении специальных металлических матриц;
- инжекционный метод.
Для того чтобы ускорить процесс компактирования, изделия порошок подвергается воздействию высокой температуры. В большинстве случаев расстояние между отдельными частицами уменьшается за счет воздействия высокого давления. Большой прочностью обладают порошки, изготавливаемые из мягких металлов.
Спекание
Финальный этап в порошковой металлургии заключается в воздействии высокой температуры. Практически любой метод порошковой металлургии предусматривает воздействие высокой температуры. Проводится спекание для достижения следующих целей:
- для повышения плотности изделия;
- для придания определенных физико-механических качеств.
Для термического воздействия проводится установка специального оборудования. Защитная среда, как правило, представлена инертными газами, к примеру, водородом. Процесс спекания может проводится и в вакууме для повышения эффективности применяемой технологии.
Индукционный метод нагрева также пользуется большой популярностью. Он предусматривает использование индукционных печей, которые производят или изготавливают своими руками. В продаже встречается оборудование, способное объединять несколько технологических процессов: спекание и прессование.
Применение продуктов порошковой металлургии
Порошковую металлургию применяют в авиации, электротехнике, радиотехнике и многих других отраслях промышленности. Это связано с тем, что применяемая технология производства позволяет получать детали сложной формы. Кроме этого, современные технологии порошковой металлургии позволяют получить детали, обладающие:
- Высокой прочностью. Плотная структура определяет повышенную прочность.
- Долговечностью. Получаемые изделия могут прослужить в тяжелых условиях эксплуатации на протяжении длительного периода.
- Износостойкостью. Если нужно получить поверхность, которая не истирается под механическим воздействием, то нужно рассмотреть технологию порошковой формовки.
- Пластичностью. Можно также получить заготовки повышенной пластичности.

Продукция порошковой металлургии
Также распространение этой технологии можно связать с низкой себестоимостью получаемых изделий.
Достоинства и недостаткиМетод получения изделий из порошков получил достаточно широкое распространение по причине большого количества достоинств:
- низкая стоимость получаемых изделий;
- возможность производства крупных деталей со сложными поверхностями;
- высокие физико-механические качества.
Металлургический порошковый метод характеризуется и несколькими недостатками:
- Получаемая структура обладает относительно невысокой прочностью.
- Структура характеризуется меньшей плотностью.
- Рассматриваемые технологии предусматривают применение специализированного оборудования.
- При нарушении технологии производства детали имеют низкое качество.
Сегодня порошковая металлургия активно применяется в самых различных отраслях промышленности. Кроме этого, ведутся разработки, которые направлены на улучшение качества получаемых изделий.
В заключение отметим, что при соединении мелких частиц различных металлов и сплавов получаются материалы с особыми эксплуатационными качествами.
Порошковая металлургия | это… Что такое Порошковая металлургия?
Порошковая металлургия — технология получения металлических порошков и изготовления изделий из них (или их композиций с неметаллическими порошками).
В общем виде технологический процесс порошковой металлургии состоит из четырёх основных этапов: (1) производство порошков, (2) смешивание порошков, (3) уплотнение (прессование, брикетирование), (4) спекание.
Применяется как экономически выгодная замена механической обработки при массовом производстве. Технология позволяет получить высокоточные изделия.
Также применяется для достижения особых свойств или заданных характеристик, которые невозможно получить каким-либо другим методом. Порошковая металлургия должна рассматриваться в качестве возможного метода производства любой детали, при подходящей геометрии и большом объеме производства….
История и возможности
Порошковая металлургия существовала в Египте в III веке до н. э. Древние инки из драгоценных металлических порошков делали украшения и другие артефакты. В 895 г. до н. э.
в Индии методом порошковой металлургии была изготовлена железная колонна весом около 6 тонн и длиной порядка 7 метров (по настоящий момент колонна идеально сохранилась и стоит в г. Дели возле мечети Кувват-уль-Ислам).
Массовое производство изделий порошковой металлургии начинается с середины 19-го века.
Порошковая металлургия развивалась и позволила получить новые материалы — псевдосплавы из несплавляемых литьем компонентов с управляемыми характеристиками: механическими, магнитными, и др.
Изделия порошковой металлургия сегодня используется в широком спектре отраслей, от автомобильной и аэрокосмической промышленности до электроинструментов и бытовой техники. Технология продолжает развиваться
Получение металлических порошков
Существует несколько способов получения металлических порошков. Физические, химические и технологические свойства порошков, форма частиц зависит от способа их производства. Вот основные промышленные способы изготовления металлических порошков:
- Механическое измельчение металлов в вихревых, вибрационных и шаровых мельницах.
- Распыление расплавов (жидких металлов) сжатым воздухом или в среде инертных газов. Метод появился в 60-х годах. Его достоинства — возможность эффективной очистки расплава от многих примесей, высокая производительность и экономичность процесса.
- Восстановление руды или окалины. Наиболее экономичный метод. Почти половину всего порошка железа получают восстановлением руды.
- Электролитический метод.
- Использование сильного тока приложенного к стержню металла в вакууме. Применяется для производства порошкового алюминия.
В промышленных условиях специальные порошки получают также осаждением, науглероживанием, термической диссоциацией летучих соединений (карбонильный метод) и другими способами.
Изготовление порошковых изделий
Типовой технологический процесс изготовления деталей методом порошковой металлургии состоит из следующих основных операций: смешивание, формование, спекание и калибрование.
Приготовление смеси
Смешивание — это приготовление с помощью смесителей однородной механической смеси из металлических порошков различного химического и гранулометрического состава или смеси металлических порошков с неметаллическими. Смешивание является подготовительной операцией. Некоторые производители металлических порошков для прессования поставляют готовые смеси.
Формование порошка (Прессование)
Формование изделий осуществляем путем холодного прессования под большим давлением (30-1000 МПа) в металлических формах. Обычно используются жёсткие закрытые пресс-формы. Обычно пресс-инструмент ориентирован вертикально.
Смесь порошков свободно засыпается в полость матрицы, объёмная дозировка регулируется ходом нижнего пуансона. Прессование может быть одно- или двусторонним.
Пресс-порошок брикетируется в полости матрицы между верхними и нижним пуансоном (или несколькими пуансонами в случае изделия с переходами). Сформированный брикет выталкивается из полости матрицы нижним пуансоном.
Для формования используется специализированное прессовое оборудование с механическим, гидравлическим или пневматическим приводом. Полученная прессовка имеет размер и форму готового изделия, а также достаточную прочность для перегрузки и транспортировки к печи для спекания.
Спекание
Спекание изделий из однородных металлических порошков производится при температуре ниже температуры плавления металла.
С повышением температуры и увеличением продолжительности спекания увеличиваются усадка, плотность, и улучшаются контакты между зернами.
Во избежание окисления спекание проводят в восстановительной атмосфере (водород, оксид углерода), в атмосфере нейтральных газов (азот, аргон) или в вакууме. Прессовка превращается в монолитное изделие, технологическая связка выгорает (в начале спекания).
Калибрование
Калибрование изделий необходимо для достижения нужной точности размеров, улучшается качество поверхности и повышается прочность.
Дополнительные операции
Иногда применяются дополнительные операции: пропитка смазками, механическая доработка, термическая, химическая обработка и др.
Автор метода
Соболевский Петр Григорьевич, русский металлург. Разработал этот метод в 1826 г.
Примечания
Ссылки
- Powder Injection Moulding International (ISSN 1753—1497) комбинация делового (В2В) и научного журнала предлагающего углубленное освещение металлокерамической отрасли промышленности (порошковой металлургии).
Порошковая металлургия: история, нюансы производства, перспективы
Разнообразие изделий, изготовленных с помощью порошковой металлургии, охватывает: детали оборудования с антифрикционными свойствами и узлы приборостроения, конструкционные элементы, инструментальные заготовки в разных направлениях промышленности.
Преимущества металлических порошков
Востребованность отрасли обусловлена ее преимуществами над другими способами металлообработки:
- Минимизируются затраты средств и времени на финальную обработку продукции. Изделия точно соответствуют заданным формам и чертежным габаритам, отличаются качественной поверхностью.
- Удается создавать продукцию с необычными свойствами за счет объединения металлических компонентов с неметаллическими.
- Уменьшается число технологических операций, за счет чего экономятся ресурсы, энергия. Стартовое сырье используется на 97%.
- Готовые изделия характеризуются более высокими эксплуатационными, техническими характеристиками по сравнению с теми, которые изготовлены традиционными методами.
- Удается упростить производство изделий со сложной формой.
Экскурс в историю отрасли
Издавна порошковое серебро, золото и медь применяли в искусстве живописи, керамике. В процессе геологических исследований на территории Древнего Египта найдены железные орудия, в Дели – железный памятник.
Изделия изготавливались кричной технологией: железную руду нагревали горнами при температуре в 1000 градусов, получали крицу (губчатый материал), затем проковывали неоднократно и в финале снижали количество пор нагревом.
Доменное производство на время вычеркнуло порошковую металлургию из способов металлообработки.
https://www.youtube.com/watch?v=Y_rbig-zwik\u0026t=360s
Возвращением к порошковой металлургии мы обязаны русским ученым В.В. Любарскому и П.Г. Соболевскому. В 1826 г. учеными разработана методика прессования, заданного спекания порошка платины. С этого момента порошковая металлургия в виде отрасли науки получила новую жизнь. Важные моменты в истории развития отрасли:
- 1924 г. — Т.М. Алексеенко-Сербин организует лабораторию по внедрению новых технологий обработки металлов в Москве на электроламповом заводе;
- 1932 г. – получение порошкового электролитического железа и вольфрамового порошка в масштабных объемах на механическом заводе в Ленинграде;
- 1953-1957 гг. – использование металлотермического восстановления для изготовления порошкообразных сложнолегированных сталей;
- после 1957 г. – изготовление спеченных материалов на базе железа с пропиткой медью, заполнением пор материала стеклом, введением углерода.
Стандартная технология производства подразумевает 4 этапа: получение порошка из сырья, формование заготовок, последующее спекание, финишную обработку. Каждый этап влияет на свойства будущего изделия.
Производство порошковых металлов, свойства материалов
Способы получения из разного сырья металлических порошков многочисленны и разнообразны, что обуславливает вариации свойств изделий, финансовых показателей и качества. Выделяют 2 способа производства:
- Физико-механический (переработка сырья помолом, дроблением на фракции и грануляцией, направленным распылением, резкой). Химический состав не меняется.
- Химико-металлургический (сырье подвергается восстановлению окислами, а еще термической диссоциации и электролизу). Меняется агрегатное состояние сырья, химический состав.
Физико-механическое измельчение сырья
Под измельчением понимают разрушение твердых материалов под воздействием извне до частиц определенного размера. Измельчение осуществляют размолом и дроблением, истиранием.
Механическое измельчение выгодно применять в отношении кремния и марганца, сурьмы и хрома, а также других хрупких металлов. Если речь о меди и других вязких металлах, сырьем служит обрезка заготовок, стружка и другие отходы.
Воздействуют на сырье сжатием и ударными механизмами, срезают послойно. Последний способ – когда требуется тонкое измельчение. Грубое размельчение выполняют валковыми, щековыми, конусными дробилками. Финальный помол происходит в мельницах разных типов (вихревых и центробежных, вибрационных и др.).
В отношении жидких металлов применяется грануляция, распыление. Это доступный и нетрудоемкий способ создания порошкового железа, алюминия и свинца, а также цинка, меди и иных металлов, плавящихся в условиях нагрева до 1600 градусов.
Воздействие заключается в дроблении расплавленной струи жидкостью, энергонасыщенным газом, целенаправленном распылении, а также в сливании расплава в воду или другую жидкость.
В результате распыления получают частицы разных форм (капля, шар и др.).
Восстановление с помощью химико-металлургических методик
Восстановительный процесс из окислов заключается в объединении металла, имеющего неметаллические включения (хлорные, кислородные, солевые остатки), с восстановителем (водородом и газом, углем, кадмием и пр.).
Сырьем для выпуска кобальтового, никелевого и медного порошка становятся окиси, закиси металлов и окалина от проката. Процесс восстановления осуществляют в трубчатых и муфельных печах с участием специально подготовленного природного газа, диссоциированного аммиака и водорода. Этап занимает до 3 часов. Результат – губка, легко растираемая в порошок.
Электролиз отличается экономической выгодой в отношении получения чистого медного порошка. Суть метода заключается в разложении водного раствора / расплавленной соли металла под воздействием электрического тока. Результатом становится осевший на катодном элементе металл в виде частиц разных форм, габаритов. Размеры частичек зависят от наличия ПАВ и коллоидов, от плотности электротока.
Карбонильный процесс — формирование карбонила (соединения с окисью углерода) из сырья и последующее образование порошка в ходе нагрева и ожидаемого разложения карбонила. Так получают никелевые, железные, кобальтовые, вольфрамовые и прочие порошки.
Свойства порошков
Металлические порошки на этапах производства получают определенные химические и физические, а также технологические свойства.
Химические свойства
Итоговые свойства варьируются от выбранной методики изготовления порошкообразного металла, химических компонентов сырья, используемого в производстве.
Базовый металл в порошке остается на уровне 98-99%, остальное – примеси в изученном количестве.
Исключением являются никелевые, железные, медные и другие металлические окислы, легко образующие в ходе нагрева атомы, которые улучшают спекаемость полученных порошков.
В металлических порошках есть азот, водород и другие газы, попавшие в сырье и адсорбированные с поверхности.
В электролитических порошках присутствует водород, в карбонильных – примесь кислорода и двуокиси углерода, а в распыленных – газообразные вещества, участвующие в процессе производства.
До прессования полученных на производстве порошков из них удаляют избыток газов вакуумированием, чтобы избежать растрескивания готовых изделий при спекании.
Физические свойства
Определяются формой, размерами, плотностью и другими характеристиками. Форма зависит от выбранного способа производства:
- карбонильный – сферическая;
- восстановительный – губчатая;
- измельчение мельницей – осколочная;
- вихревое дробление – тарельчатая;
- электролиз – дендритная;
- распыление – каплевидная.
Размеры частиц варьируются от долей мкм до десятых долей мм. Наиболее широкий диапазон встречается в порошках, сделанных с помощью электролиза, восстановления.
Плотность зависит от дефектов в кристаллической решетке, наличия примесей в закрытых порах. Определяется пикнометром.
Микротвердость определяет способность частиц порошка к деформированию. Показатель зависит от наличия и характера примесей.
Технологические свойства
Определяются текучестью, формуемостью, насыпной плотностью и прессуемостью.
Текучесть указывает на скорость, с которой взятая условно единица объема заполнится порошком. От показателя зависит производительность в ходе прессования.
Прессуемостью называют способность приобретать конкретную плотность на этапе прессования, а формуемостью – возможность сохранять определенную форму.
Формование порошка из металла
Цель процесса – придать порошковым заготовкам планируемые размеры и форму, добиться нужной плотности и механической прочности. Формование охватывает несколько операций:
- Отжиг. Повышает пластичность и прессуемость.
- Классификация. Суть заключается в разделении порошков по габаритам частиц с помощью проволочных, протирочных сит и воздушных сепараторов.
- Создание смеси. Смешивают порошки от разных металлов до однородного состава в смесителях, с помощью шаровых мельниц.
- Дозирование. Отделение заданных объемов порошковой смеси. Бывает дозирование по весу и объему.
- Формование. Выполняется прессованием (изостатическим и мундштучным, а также динамическим и в прессформе), прокаткой, шпикерным формованием.
Дополнительные операции
Технология производства включает дополнительные операции, направленные на повышение точности и чистоты полученной поверхности, улучшение механических и физико-химических параметров. К дополнительным процессам относят пропитку с помощью жидких металлов и масла, механическую и химико-температурную обработку, нитроцементацию, диффузионное хромирование, калибрование.
Какие изделия выпускает порошковая металлургия
Металлокерамические материалы в ряде областей эффективно заменяют латунь, бризу и другие подшипниковые сплавы с антифрикционными характеристиками. Подшипники скольжения изготавливают из пористого железа и железографита, из бронзографита. Наличие пор позволяет образоваться прочной пленке, что снижает трение и продлевает срок службы деталей.
Фрикционные и антифрикционные, «потеющие» материалы и фильтры входят в группу пористых изделий. Применяются в роли фильтров, электродов. Если в щелочном аккумуляторе используют высокопористые пластины никеля, изделие имеет меньшую массу и размеры по сравнению со стандартным аккумулятором.
Фильтры из нержавейки, стойкие к коррозии, дешевле изделий из чистого никеля. Они нужны в очистке от примесей жидкого литья, а также мартеновского и доменного газа. Пористые материалы используются для защиты авиатранспорта от обледенения, создания местного нагрева и охлаждения перегретых механизмов.
Перспективы развития отрасли
Продукция, полученная с помощью методов порошковой металлургии, за счет своих структурных особенностей отличается термостойкостью, гораздо лучше относится к температурным колебаниям, напряжению. Развитие отрасли тормозится стоимостью порошков, особыми требованиями к среде спекания, сложностью в производстве крупногабаритных заготовок.
Актуальные достоинства и недостатки отрасли – временные факторы, зависящие от развития данной сферы и сопутствующих направлений промышленности. Со временем порошковая металлургия способна завоевать другие области или будет вытеснена.
За счет развития плазменного, а также электроннолучевого и дугового плавления, наряду с электроимпульсным нагревом, удается достичь температурных условий, недоступных ранее. Это снизило роль порошковой металлургии в общем производстве.
Одновременно технологии нивелировали недостатки технологии – сложности в получении предельно чистых металлов, выпуске особо крупных заготовок.
Развитие и дальнейшее внедрение порошковой металлургии нельзя недооценивать. Япония и США каждый год расширяют отрасль, вкладывая немалые средства. Производство порошковых металлов за 1964-1994 гг. в Японии возросло в 114 раз, в США – в 43,5 раза.
Российская порошковая металлургия представлена Краснопахарским и Уральским заводом, другими предприятиями. Даже в кризис предприятия выжили, расширили производство. Это доказывает пользу и востребованность отрасли. Глобальный прирост населения требует технологий, дающих значимый экономический эффект в условиях массового производства. Поэтому отрасль требует мощных усилий в развитии.






