Изначально важно отметить, что речь пойдет о металле, основными эксплуатационными показателями которого являются легкость и гибкость.
Для многих актуален ответ на вопрос, как правильно и качественно паять алюминий – это объясняется одним уникальным свойством материала, а именно образованием оксидной пленки.
С одной стороны, это увеличивает привлекательность алюминия в качестве сырья, но в то же время создает определенные проблемы при соединении деталей, выполненных из него.

Изначально следует напомнить, что пайка представляет собой один из эффективных способов создания неразъемных, надежных соединений элементов, выполненных из металлов.
Важно при этом учесть, что в течение достаточно длительного времени технология характеризовалась сравнительно низкой производительностью. Параллельно акцентировалось внимание на том, что прочность соединений оставляет желать лучшего.
Именно с учетом этих ключевых факторов описываемый тип пайки не получил широкого применения в промышленных масштабах.

На сегодняшний день существует мнение, сторонники которого утверждают, что паять и лудить рассматриваемый металл и его сплавы невозможно без использования специального оборудования. Доказательством подобных утверждений являются следующие аргументы.
- На поверхности любых алюминиевых деталей при их контакте с воздухом неизбежно формируется оксидная пленка, имеющая формулу AL2O3. Ее главные характеристики – это химическая устойчивость и тугоплавкость. Именно эти свойства создают существенные проблемы в процессе соединения алюминиевых элементов конструкций и ремонте изделий.
- Описываемый процесс также сильно осложняется из-за свойств самого металла. Все дело в том, что он начинает плавиться при температуре, достигающей 660 градусов Цельсия. При этом в ситуациях со сплавами на его основе температурный показатель варьируется в пределах от 500 до 600 градусов. Параллельно следует учесть, что при температуре металла 300 градусов, а сплавов – 250 градусов они существенно утрачивают свою прочность, что может в итоге крайне негативно отразиться на эксплуатационных показателях монтируемых конструкций.



С учетом всего перечисленного, можно сделать вывод, что стандартными методами выполнить качественную пайку алюминия практически невозможно.
Выходом в подобных ситуациях будет применение специальных сильнодействующих флюсов в тандеме с припоями, имеющими соответствующие свойства.

Многих интересует возможность применения аргона, холодной сварки, а также низкотемпературной и газопламенной технологий. Пайка отдельных конструктивных элементов и изделий осуществляется при помощи обычных паяльников, горелок, а также хорошо известных многим паяльных ламп. На данный момент можно выделить 3 основных варианта создания подобных соединений, а именно:
- с применением канифоли в качестве флюса;
- при помощи припоев с разной основой;
- электрохимический процесс.
Первый способ актуален преимущественно для соединения поверхностей небольших площадей.
Чаще всего таковыми являются провода и кабели, спаиваемые участки которых на этапе подготовки требуется максимально качественно обработать и залудить, создав соответствующий слой канифоли.
Допускается применение раствора упомянутого типа флюса в диэтиловом эфире. Данный метод предусматривает добавление средства без отрыва жала паяльника.
Важно учитывать, что его мощность при спаивании тонких проводов может составлять 50 Вт, а при толщине в 1 мм – 100 Вт.

Пайка с применением припоев достаточно широко используется в современной электротехнике, а также в процессе ремонта автомобилей и изделий из алюминия. На первоначальном этапе необходимо покрыть соединяемые места деталей сплавом. Речь идет об обязательном лужении данных частей непосредственно перед их спаиванием.
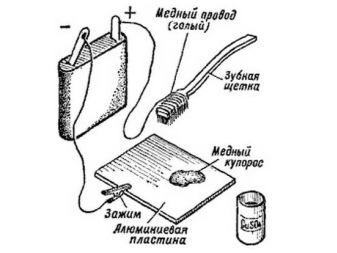
Электрохимический метод – это процедура, выполнение которой требует наличия специальной установки, предназначенной для создания гальванического покрытия. Данное оборудование позволяет выполнять омеднение поверхностей соединяемых элементов.
Если такая установка отсутствует, то, в принципе, создать необходимый слой можно самостоятельно. В домашних условиях на предварительно зачищенную наждачной бумагой область наносится медный купорос.
Следующий шаг – это подключение к обрабатываемой детали или изделию минусового полюса источника питания.
В качестве независимого источника энергии вполне можно использовать батарейку, АКБ и даже выпрямители. К плюсовому выводу при этом подключают электрод в виде зачищенного медного провода, сечение которого составляет около 1 мм. Его следует расположить на изолированной поверхности (подставке). В результате электролиза на обрабатываемые детали оседает медный слой.
С учетом всех технических нюансов и свойств самого алюминия рассматриваемый тип пайки – это реальный и достаточно эффективный способ восстановить:
- всевозможную утварь;
- автомобильные, а также бытовые отопительные радиаторы;
- трубы различных диаметров и сечения;
- разнообразные изделия, включая сантехнические.
На предприятиях пайка деталей, выполненных из описываемого металла и сплавов, осуществляется с применением специализированных аппаратов. В домашних условиях, гараже и маленьких мастерских аналогичные процессы реализуют при помощи:
- обычных паяльников разной мощности;
- горелок (преимущественно газовых);
- специальных присадок, включая средства в виде порошков;
- магниевых карандашей;
- оловосодержащих припоев.
Прежде всего необходимо напомнить, что флюсы характеризуются повышенной активностью. Исходя из этого, после завершения пайки данные вещества следует удалять при помощи щелочных растворов и воды. В процессе выполнения работ требуется уделять внимание защите органов дыхания от испарений.
На сегодня можно выделить следующие наиболее распространенные типы флюсов.
- Канифоль, которой по праву принадлежит пальма первенства в рейтингах популярности. Данный флюс широко используют при пайке с латунью, нержавейкой и другими металлами. В ситуациях с алюминием обязательным условием является отсутствие воздуха, исходя из чего канифоль применяется редко.
- Порошковые соединения, которые используют, как правило, при пайке с применением газовых горелок. При этом специалисты не советуют добавлять кислород, который негативно отражается на эффективности флюса. На данный момент чаще всего используются бура, паяльный жир, ацетилсалициловая кислота и соединение марки Ф-34А.
- Жидкие флюсы, которые наносят тонким слоем на места будущих соединений. Важно помнить, что подобные средства в процессе выполнения работ при нагревании активно испаряются, выделяя потенциально опасные для здоровья пары. Так, в составе Ф-64 присутствуют дионизированная вода, ингибиторы коррозии, а также тэтраэтиламмоний и фториды. Это соединение эффективно разрушает злополучный слой оксида.
Флюс Ф-61 используют для лужения и качественной пайки алюминиевых сплавов при температуре в пределах 250 градусов. В свою очередь Castolin Alutin 51 L эффективен при рабочей температуре от 160 градусов. В состав данного флюса входят 32-процентное олово, свинец и кадмий.
В подавляющем большинстве случаев основные компоненты припоев с низкой температурой плавки – это олово, кадмий, цинк, свинец, а также висмут. Ключевым моментом является то, что в перечисленных металлах (исключение представляет только цинк) алюминий практически не растворяется. Это, в свою очередь, негативно отражается на качестве соединений.
С одной стороны, возможно применение активных флюсов при тщательной обработке мест спаивания. Параллельно используют припои на основе свинца и олова. Однако подобные стыки характеризуются пониженной устойчивостью к коррозии.
Частично нивелировать данный эффект поможет нанесение качественного лакокрасочного покрытия.
Оптимальным выбором станет припой, основой которого являются алюминий, медь, цинк или серебро.
В перечень подобных материалов входит, к примеру, припой марки 34А, в составе которого присутствуют алюминий, медь и кремний в концентрации 66, 28 и 6 процентов соответственно.
Не менее распространенный – это припой ЦОП-40, в состав которого входит 60% свинца и 40% цинка. Важно учитывать, что прочность соединений и устойчивость к коррозии прямо пропорциональны содержанию цинка.
Отдельного внимания заслуживают высокотемпературные припои, содержащие алюминий, кремний и медь. В их перечень входят уже упомянутый 34А, а также его аналог Aluminium-13. В составе последнего 87% алюминия и 13% кремния.
Подобные пропорции позволяют выполнять пайку при температурах в диапазоне 590-600 градусов.
Речь идет о трубчатом припое, который разработан специально для качественной пайки алюминия. Прутки или же проволока представляют собой гибкую трубку, внутри которой находится порошок. Последний выполняет функции флюса с повышенной активностью.
Приобрести проволоку можно в специализированных магазинах и онлайн-площадках.
Чтобы правильно выбрать оборудование, необходимо учесть ряд важных факторов. Одним из таковых является площадь соединения. Как уже было отмечено, небольшие по размерам детали можно паять при мощности паяльника в пределах 50-60 Вт. Лучше всего выбирать устройства с широким жалом.
Кстати, на нем можно сделать зазубрины, которые в процессе пайки будут удалять оксидную пленку с поверхностей.
Стоит отметить, что на сегодняшний день в процессе пайки алюминиевых изделий широко используются именно газовые горелки.
Это наиболее актуально при больших площадях соединений, то есть в ситуациях, когда использование паяльника является неэффективным.
Говоря о явных преимуществах, необходимо уточнить, что горелка способна очень быстро разогреть место пайки практически до температуры плавления самого алюминия.
Данный метод отличается максимальной простотой. После разогревания будущего стыка и нанесения припоя требуется тщательно обработать полученное соединение. Это необходимо для удаления остатков флюса с поверхности. Также при использовании газовых горелок ключевым моментом является соблюдение правил пожарной безопасности.
На рабочем месте не должны присутствовать легковоспламеняющиеся материалы.
Стоит принять во внимание, что процесс пайки изделий из алюминия не имеет каких-либо принципиальных отличий. По большому счету он реализуется так же, как в ситуациях со сталью, медью и другими металлами. В общих чертах алгоритм включает в себя следующие действия:
- тщательная очистка и обезжиривание поверхностей;
- надежная фиксация соединяемых элементов;
- нагревание места будущего стыка;
- нанесение флюса и припоя.
Удалить оксидную пленку с поверхности можно при помощи щетки, имеющей жесткую щетину. Именно этим максимально простым инструментом осуществляют растирание припоя по соединяемым деталям.
В домашних условиях при отсутствии специализированного оборудования широко используется альтернативный способ пайки. Он базируется на применении припоев, имеющих оловянно-свинцовую основу. В отдельных случаях функции флюса может выполнять канифоль. Для предотвращения появления новой оксидной пленки на алюминиевой поверхности ее зачищают под слоем расплавленной канифоли.
Однако стоит учесть, что это будет не самый удачный вариант.
Еще одним достаточно эффективным инструментом в борьбе с оксидным образованием может стать паяльник. С этой целью на жало можно надеть своеобразный скребок.
Не менее действенный прием – это добавление в канифоль металлических опилок. Описываемый алгоритм предусматривает следующие шаги.
- На месте соединения хорошо разогретым и предварительно залуженным паяльником плавят канифоль.
- После полного расплавления флюса жалом паяльника растирают место пайки. Скребок и металлические опилки, добавленные в канифоль, разрушают оксидную пленку на поверхности. Важно учитывать, что расплавленный флюс при этом предотвращает попадание кислорода, а следовательно, и образование нового слоя оксида алюминия.
- После завершения описанной обработки деталей они соединяются и тщательно прогреваются до начала активного плавления используемого припоя.
Подводя итог, стоит отметить, что пайка алюминиевых изделий при отсутствии специально разработанных для этого расходников представляет собой достаточно сложную процедуру. И при существенных временных затратах и трудоемкости прочность швов оказывается не на самом высоком уровне. Оптимальным решением будет приобретение флюсов с повышенной активностью, а также высокотемпературного припоя.
При их наличии описанный процесс, даже при его реализации в домашних условиях, не станет источником затруднений.
О том, как запаять алюминий оловом, вы можете узнать из видео ниже.
Чем запаять алюминиевую кастрюлю, если нет специальных материалов
У каждой хозяйки наверняка бывало такое, что в старой кастрюле образовалось небольшое отверстие. Как может показаться на первый взгляд, её уже не спасти. Однако не спешите выбрасывать прохудившуюся алюминиевую посуду и бежать в магазин за новой. Если вы имеете хоть небольшие навыки владения паяльником, то кастрюлю сможете отремонтировать самостоятельно.
Пайка кастрюли
Бытует довольно распространённое мнение, что паять алюминий нельзя, если нет специального оборудования. В качестве подтверждения этой теории мы приведём два аргумента за:
- Контактируя с воздухом, на алюминии образуется оксидная плёнка. Она отличается стойкостью и тугоплавкостью. В результате лудить алюминий становится очень сложно.
- Паять алюминий сложно, потому что он расплавляется при температуре около 650–670 градусов. Кроме этого, он становится менее прочным при температуре 300 градусов, что впоследствии повлияет на его стойкость.
Если учитывать эти нюансы, то осуществить пайку деталей и посуды из алюминия достаточно сложно и обычными средствами здесь не обойтись. Однако решить это проблему можно. Для этого необходимо применить сильнодействующие флюсы. Их нужно использовать в комбинации со специальным припоем. Давайте рассмотрим каждый из этих материалов.
Припой
Чаще всего основой для припоя служит олово, свинец и др. Но существует огромная проблема – алюминий в них попросту не сможет раствориться. По этой причине соединение становится ненадёжным. Если необходимо произвести пайку алюминия, то придётся использовать совсем другие припои. Подойдут следующие варианты: на основе цинка, кремния, серебра или того же алюминия.
Важно! Помните, чем больше будет цинка в припое, тем надёжнее получится новообразованное соединение. Также оно будет устойчивее к возникновению коррозии.
Флюс
Выбирая данный материал, всегда учитывайте тот факт, что не любой может взаимодействовать с алюминием. Необходимо использовать варианты, в состав которых входят фторборат аммония. Помимо этого, в составе должен присутствовать триэтаноламин. Они неплохо взаимодействуют с алюминием, что позволяет сделать соединение достаточно прочным.
Также покупая флюс, всегда обращайте внимание на его марку. Для работы с алюминием лучше выбрать флюс марки 34А. Состав таких изделий лучше всего подходит для пайки при повышенных температурах.
Что делать если протекает алюминиевая кастрюля
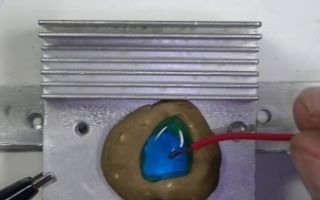
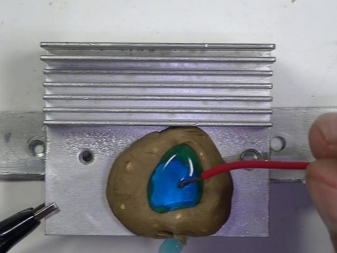
Вот такая старенькая трёх-литровая алюминиевая кастрюля дала на днях течь. По большей части из-за того, что передержали в ней остатки солянки, которые начали пропадать и при этом разъедать алюминий.
Аналогичную алюминиевую кастрюлю я уже клепал своими руками, правда было это давным-давно, но посмотрев в сети разнообразные ролики про запаивание мелких отверстий в эмалированных стальных кастрюльках, решил попробовать запаять свою алюминиевую, ибо до этого момента ещё никогда не паял алюминиевые кастрюли.
Собственно вот такое симпатичное отверстие образовалось на углу алюминиевой кастрюли (фото ниже). Такое чувство что поработали термиты, а если судить по раковинам, то похоже жрали они кастрюлю снаружи
На строительном рынке прикупил вот такой флюс для пайки алюминия (фото ниже). Паять же алюминий буду чистым хрустящим оловом, крохотные запасы которого, остались ещё со времён СССР. Поэтому на свинцово-оловянный моток показанный на фотке ниже, не обращаем внимания.
Для начала сверлом по металлу, сделал небольшие фаски с двух сторон (фото ниже). Чтобы было куда наносить олово, а заодно зачистился алюминий в месте пайки.
40-ка ваттным паяльником (в моём случае) прогреть место пайки на таком алюминиевом радиаторе практически невозможно, поэтому пришлось прогревать кастрюлю на газовой конфорке целиком и одновременно паять.
В итоге около часа я возился с этим отверстием (видимо сказалось моё рукожопство), при этом обосрал всю кастрюлю оловом и флюсом (фото ниже), но кое-как, проклиная всё и вся, всё же запаял это отверстие.
После чего, ещё около получаса избавлялся от следов преступления, всякими надфилями, наждачками и прочим абразивом, ибо работать внутри кастрюли дремелем несколько неудобно было.
Уже собрался бежать отмывать и ставить кастрюлю на полку, но на просвет вдруг обнаружил ещё два отверстия на дне (фото ниже), которых ранее не было, ибо перед пайкой я внимательно осматривал кастрюлю на наличие других отверстий. В общем этот прогрев кастрюли на открытом огне, вышел мне боком, видимо при нагреве нагар и жир выгорел из старых раковин и тем самым освободил отверстия.
Чтобы не прыгать дважды по тем же граблям с пайкой, заделывать отверстия второй раз, решил уже по старинке, обычной клёпкой из алюминиевой проволоки толщиной 2мм (фото ниже).
Рассверливаем отверстия в кастрюле под диаметр клёпок (2мм), затем сверлом побольше, делаем небольшие фаски с двух сторон, чтобы было куда расклёпывать торчащие фрагменты проволоки (клёпки).
Упираем внутренний торец клёпки во что-то твёрдое, по возможности центрируем (приподнимаем) кастрюлю так чтобы клёпка выступала равномерно с двух сторон. После чего, молоточком аккуратно расклёпываем торчащий снаружи фрагмент клёпки. Не делайте клёпки очень длинными, вполне достаточно чтобы клёпка выступала с двух сторон на 1-2мм относительно плоскости кастрюли.
В завершение, наждачками стачиваем все выступающие фрагменты клёпок (фото ниже).
После шлифовки и при наличии желания, тщательно моем кастрюлю и делаем холостое кипячение воды.
Проверка диодного моста генератора: доступные способы
В целом, с первым отверстием я возился около двух часов, ибо нет опыта в пайке алюминия маломощным паяльником. Другие два отверстия рассверлил, заклепал и зачистил минут за 15.
Так что решайте по обстоятельствам, каким способом лучше заделать то или иное отверстие в кастрюле и тем самым продлить ей жизнь. Думаю за паяльник надо браться если отверстие очень большое и без заплаток не обойтись, в остальных же случаях, лучше клепать.
С другой стороны, если в обычной бытовой кастрюле литра на 3-4, образовалось отверстие под заплатку, то возможно пришло время браться за новую кастрюлю, а не за паяльник
Написать сообщение автору Nikolay Golovin — — — — — — — — 17.02.2017
Другие странички сайта
При копировании материалов с сайта, активная обратная ссылка на сайт обязательна. Nikolay Golovin / Мой хостинг-провайдер BeGet.ru 12 04 2012
Подготавливаем поверхность кастрюли
Поверхность обязательно нужно обезжирить. Выполняется эта процедура с помощью ацетона. Также подойдёт бензин. После этого удаляется оксидный слой с того места, где будет выполняться пайка. Делать это необходимо наждачкой, кругом или щёткой с металлическими зубьями.
Учтите тот факт, что полностью удалить плёнку не выйдет. Проблема состоит в том, что на месте удалённого появляется новое покрытие. По этой причине зачистка проводится не для того, чтобы полностью её удалить, а для уменьшения её толщины. Данная операция позволяет упростить задачу флюсу.
Дыра в кастрюле: как запаять
Чтобы устранить дыру в любимой кастрюле с помощью пайки, нам понадобится:
- Подготовить материал для заплатки (медная пластинка)
- Зачистить поверхности (наждачная бумага / напильник)
- Произвести обезжиривание и пайку (бензин / ацетон / припой / флюс / кислота для пайки / паяльник)
А теперь обо всем этом по порядку.
Подготовка к работе
В случае с небольшой дырой в кастрюле, понадобится совсем немного алюминиевой проволоки и оловянного припоя. Дыры побольше латаются с наложением медной заплатки на прохудившийся участок посуды.
Это главный секрет того, как отремонтировать эмалированную кастрюлю.
Для пайки с использованием медной пластины, вырезанная заплатка должна по размерам немного превосходить параметры дыры в кастрюле.
Зачистка поверхностей
Когда все необходимые инструменты и расходные материалы подготовлены, можно приступить к зачистке поверхностей. Для этого используем:
- надфиль
- напильник
- наждачную бумагу
Поверхности должны быть очищены от налета, ржавчины, накипей, коррозии и др. Если пайка совершается с медной заплаткой – платина зачищается до блеска.
Обезжиривание поверхностей
Следующим шагом необходимо обработать поверхности растворителем, бензином, ацетоном, а после – флюсом (который удалит все оставшиеся загрязнения и оксидные пленки). Если флюса нет, разумно заменить его «паяльной кислотой» / «паяльной жидкостью», которая свободно продается в любом специализированном магазине.
ПАЙКА
Паяльник разогревается и опускается жалом в канифоль либо нашатырь, для очистки оксидных пленок. При появлении легкого дымка знайте, паяльник готов к работе!
Инструментом прикасаемся к припою до тех пор, пока жало паяльника не покроется характерной пленкой. Захватив немного припоя, переносим его на место спайки, разравниваем по краям дыры в кастрюле (с внешней и внутренней стороны). Тем самым мы залудили места будущей спайки.
Таким же образом на место дыры постепенно переносятся кусочки припоя, которыми заделывается дыра в кастрюле. Маленькие просветы могут заполняться припоем целиком.
В случае с наложением пластины (чтобы отремонтировать эмалированную кастрюлю), припоем окружается близлежащая поверхность дыры, а поверх припоя кладется медная пластина.
Для осуществления лучшего скрепления металлов, пластину необходимо также прогреть сверху паяльником. Важно следить, чтобы поверхности заплатки и кастрюли соприкасались максимально плотно.
Возникшие просветы заполняются припоем.
Подготовка к использованию
После того, как припой остынет и кастрюля будет залатана, поверхность латки можно зачистить той же наждачкой для придания месту спайки более аккуратного вида.
Нагрев повреждённого места
Если необходимо запаять небольшое изделие, то достаточно выбрать паяльник, мощность которого составляет 100 Вт. Если же нужно ремонтировать более крупные изделия, то нагревательный элемент должен быть помощнее – около 300 Вт. Оптимальный вариант в данном случае – это газовая горелка либо паяльная лампа. Если же вы решили воспользоваться горелкой, то следует помнить некоторые нюансы:
- не перегревайте деталь, ведь она попросту может расплавиться — всегда контролируйте температуру;
- ни в коем случае не применяйте кислород, поскольку он станет причиной окисления металла.
Краткая инструкция как паять кастрюлю в домашних условиях
Алгоритм действия будет следующий:
- обезжирьте и зачистите место пайки (об этом упоминалось выше);
- зафиксируйте припой;
- нагрейте;
- приложите стержень припоя с флюсом там, где необходимо выполнить пайку.
Изделие готово и им можно пользоваться.
Твердый припой
Ремонт кастрюль с помощью болта – способ самый простой, но подходит не для всякого случая. Например, починить кривую поверхность таким путем вряд ли удастся. В этом случае придется паять, причем использовать нужно твердый припой – то есть поступать так же, как прежде ремонтировали металлическую посуду лудильщики на улицах и рынках.
- луженая жесть;
- оловянный припой;
- флюс;
- наждачная бумага;
- напильник;
- паяльник большой мощности.
Луженая жесть используется для изготовления корпусов пальчиковых батареек – оттуда ее можно и взять, чтобы использовать таким образом:
- Зачистите место вокруг дыры так, чтобы полностью снять эмаль и оставить только чистый металл.
- Нанесите флюс.
- Залудите поврежденное место паяльником с помощью твердого припоя.
- Вырежьте из жести заплатку.
- Залудите ее тем же способом.
- Наложите заплатку на дыру.
- Прогрейте ее паяльником.
- Дождитесь, пока припой расплавится.
- Прижмите заплатку к внешней части кастрюли.
- Уберите излишки припоя – это делается напильником.
Припой нужно накладывать толстым слоем — не менее, чем 5 мм. При таком ремонте заплата не отвалится довольно долго. Готовить в кастрюле можно, но не слишком часто.
Важно! Свинец токсичен, поэтому, если вы собираетесь в кастрюле в дальнейшем готовить, используйте в качестве припоя чистое олово.
Как паять алюминий в домашних условиях: флюс и припой для пайки
Пайка алюминия – технологический процесс, используемый при ремонте двигателей внутреннего сгорания, соединении алюминиевых проводов методом скрутки, заделке трещин и отверстий в кастрюлях, выварках, тазиках из этого металла и его сплавов. В отличие от аналогичного процесса для деталей из меди или ее сплавов, такие паечные работы требуют более тщательного подхода к выбору флюса, припоя, инструмента (паяльника или газовой горелки).
Паечный шов между алюминиевыми листами
Особенности процесса
Основными особенностями данного вида паечных работ являются:
- Применение специальных флюсов и припоев;
- Тщательная подготовка спаиваемых поверхностей: очистка, обезжиривание, лужение.
- Применение мощных паяльников и газовых горелок, способных разогревать рабочие поверхности до определенной температуры.
Также в процессе паечных работ на деталях из этого металла постоянно производится контроль температуры нагрева рабочих поверхностей. Делается это для того, чтобы не перегреть легкоплавкий металл, – при нагреве до температуры свыше +250-300 градусов по Цельсию сделанная из него металлоконструкция начинает терять свою прочность, деформироваться.
Почему алюминий плохо паяется
Флюс для пайки — что это такое и для чего он нужен
Данная проблема обусловлена образованием на поверхности металла прочной оксидной пленки, препятствующей адгезии к ней припоя. Для того чтобы разрушить эту пленку, используют специальные флюсы, тщательно очищают ее при помощи различных абразивных материалов: крупнозернистой наждачной бумаги, щетки по металлу.
Используемые материалы
Флюсы для пайки алюминия
Паяльная станция — принцип работы и разновидности
Перед тем, как паять алюминий, с его поверхности необходимо удалить прочную и тугоплавкую оксидную пленку. Для этого перед началом паечных работ на нее наносят специальный состав – флюс, способствующий быстрому растворению окисла и предотвращению его образования на некоторое время.
В качестве флюса для данного вида работ применяют канифоль, порошковые, жидкие составы.
Канифоль
Такой не обладающий активностью флюс для алюминия используется крайне редко. Он не растворяет пленку оксида и не обеспечивает образование качественного паечного шва.
Порошковый флюс
Из порошковых флюсов для данного вида работ применяют буру, состав марки Ф-34А (активный флюс на основе хлоридов калия, лития и цинка, фторида натрия), паяльный жир.
Жидкий флюс
В качестве жидкого флюса для пайки алюминия применяют такие составы, как:
- Ф-61;
- Ф-64;
- Castolin Alutin 51 L.
Плюсы жидких составов, по сравнению с канифолью и порошкообразными веществами, заключаются в удобстве и равномерности их нанесения, более экономном расходе.
Припой для пайки алюминия
Припой для алюминия бывает следующих видов:
- Оловянно-свинцовый сплав – ПОС-40,ПОС-61 (содержат 41 и 61% олова, соответственно);
- Цинково-оловянный сплав – ЦОП-40 (содержание цинка – 40%);
- Алюминиевые сплавы – HTS 2000, Castolin 192FBK, 34А.
Отечественные припои
Из отечественных припоев для данного вида паечных работ подходят цинко-оловянные марки с содержанием цинка 40%, а также специальный алюминиевый припой марки 34А.
Сравнение припоев для пайки алюминия
Из всех используемых для такого вида работ марок припоев максимальную прочность и надежность шва обеспечивают зарубежные сплавы HTS 2000, Castolin 192FBK, а также отечественная марка 34 А.
Обычные оловянно-свинцовые сплавы, в отличие от специализированных, не обеспечивают надежную адгезию с рабочей поверхностью, сильно окисляются на воздухе, не обладают необходимой прочностью на разрыв.
На заметку. Для того чтобы припаять медь к алюминию, применяют как флюсы, так и припои тех же марок и видов, что для паечных работ на алюминиевых деталях.
Порошковая проволока
Порошковая проволока с флюсом применяется при сварке алюминиевых деталей. Для того, чтобы их спаять, она непригодна, так как имеет очень высокую температуру плавления.
Порошковая проволока для сварки
Для того чтобы шов был качественным и надежным, спаиваемые детали тщательно обезжиривают, очищают при помощи наждачной бумаги или щетки по металлу. При применении паяльника рабочие поверхности лудят.
Источники нагрева
В качестве источников нагрева для данного вида работ применяют паяльники и газовые горелки на пропане.
Паяльник для пайки алюминия
Для соединения деталей, заделки пробоин и трещин в заготовках из данного металла применяют паяльник с нихромовым нагревателем и широким медным жалом. Мощность у данного прибора должна быть не менее 80-100 Вт.
Горелки для пайки алюминия
Для данного процесса применяют небольшие газовые горелки на пропане со сменными баллонами.
Важно! Не рекомендуется применять для данного вида работ кислородно-ацетиленовые газовые горелки, так как они разогревают легкоплавкий металл до высокой температуры за короткое время, что может привести к его перегреву и расплавлению.
Технологические приемы пайки
Основными технологическими приемами, используемыми в данном процессе, являются следующие:
- Обезжиривание рабочей поверхности чистой ветошью, смоченной в растворителе, ацетоне;
- Первичная чистка металлической щеткой или грубой наждачной крупнозернистой бумагой;
- Нанесение флюса на очищенную рабочую поверхность;
- Прогревание металла горелкой;
- Расплавление припоя под струей пламени горелки с образованием шва;
- Остывание и затвердение шва;
- Удаление с образовавшегося шва окалины и рыхлого окисла при помощи металлической щетки или наждачной бумаги.
На заметку. Для контроля температуры нагрева рабочей поверхности на нее кладут кусочек припоя. Если он начнет плавиться и превращаться в небольшую капельку в виде шарика, то, значит, металл прогрелся, и необходимо незамедлительно начинать его паять.
Сфера применения процесса
Подобный вид работ используют в ремонте двигателей автомобилей, устранении течей алюминиевой посуды, радиаторов отопления, кондиционеров и отопителей, трубок системы циркуляции антифриза в холодильных установках, бытовых холодильниках.
Что лучше: сварка или пайка алюминия
Пайка алюминиевых деталей лучше сварки, так как она требует менее дорогостоящего и энергоемкого оборудования (не нужны газовый баллон с аргоном, сварочный аппарат, дорогая сварочная маска), данный процесс занимает столько же времени, что и качественная сварка, прочность паечного шва ничем не уступает сварочному соединению.
Использование подручных средств
Из подручных средств, чтобы запаять алюминий, применяют такие, как:
- Ацетилсалициловая и лимонная кислоты – таблетку аспирина или пакетик лимонной кислоты растворяют в 150-200 г. воды и используют полученный раствор в качестве простейшего жидкого флюса;
- Масло для смазки швейных машинок – с помощью масляной пленки очищенный механически участок рабочей поверхности детали защищают от образования пленки оксида.
Масло И-20 для швейных машинок
Таким образом, разобравшись в том, как просто спаять алюминий в домашних условиях, можно не только заделывать пробоины в старых кастрюлях и ведрах, но и заниматься дома или в гараже полноценным бизнесом по ремонту автомобильных радиаторов, батарей отопления, двигателей.
Видео
Как паять алюминий паяльником в домашних условиях: выбор флюса и припоя
К числу одних из самых распространенных металлов относится алюминий. Он встречается не только на производстве, но и в домашних условиях. И иногда возникает необходимость соединить между собой некоторые детали из алюминия или его сплавов.
Однако сделать это, не имея специального оборудования, не так уж и просто. Поэтому следует рассмотреть варианты, как паять алюминий паяльником в домашних условиях, и что для этого потребуется.
Алюминий относится к числу трудноспаиваемых металлов
Подготовка к пайке алюминиевых деталей
На этапе подготовки нужно провести качественную зачистку поверхностей от краски, если она есть, и загрязнений. Затем следует обезжирить детали бензином, ацетоном или другим подходящим растворителем.
А также следует обязательно удалить оксидную пленку, которая всегда появляется на поверхности металла после контакта с воздухом.
Важно! Без предварительной подготовки к пайке добиться качественного сцепления между деталями не удастся.
Как удалить оксидную пленку
Снять оксидную пленку с алюминия дома можно механическим путем. Для этого рекомендуется использовать углошлифовальную машину, щетку по металлу, наждачку, специальную сетку из нержавеющей проволоки.
Также провести зачистку можно химическим способом при помощи кислоты. Но в домашних условиях он применяется крайне редко.
Расход ацетилена и кислорода при сварке труб
Важно! После удаления оксидная пленка полностью не исчезнет, но станет значительно тоньше, что позволит провести качественную спайку.
Как запаять прохудившуюся кастрюлю. Как залатать отверстие в кастрюле
Кастрюля прохудилась и на ее дне образовалось отверстие. Не спешите ее выбрасывать. Имея навыки владения паяльником кастрюлю можно отремонтировать самому.
Подготовительные работы
В первую очередь участок кастрюли, на котором образовалось отверстие, следует тщательно зачистить сначала напильником а затем наждачной бумагой. На худой конец, если нет напильника, сгодится и надфиль. После тщательной зачистки поверхность вокруг дырки необходимо обработать флюсом или кислотой для пайки.
Если кастрюля не эмалированная, а алюминиевая, очищенная поверхность моментально покроется слоем окиси и пайка будет затруднена вплоть до невозможности. Поэтому сразу же после зачистки обработанную поверхность нужно покрыть слоем расплавленной канифоли.
Лудим
Включаем и разогреваем до рабочей температуры паяльник (кстати, мощность паяльника должна быть достаточно большой, чтобы обеспечить хороший прогрев кастрюли в месте ремонта). В случае если паяльника большой мощности найти не удалось, кастрюлю можно непосредственно перед пайкой прогреть над пламенем газовой плиты.
Жалом паяльника захватываем небольшое количество канифоли и наносим ее тонким слоем на поверхность кастрюли вокруг отверстия. Образовавшаяся пленка из канифоли не даст поверхности металла, из которого изготовлена кастрюля, окисляться.
Набираем жалом небольшое количество припоя и не спеша, добросовестно наносим его на участок вокруг отверстия. Поверхность залудили, двигаемся далее.
Паяем
Жалом паяльника хорошенько прогреваем место будущей пайки. Набирая припой небольшими порциями, старательно заполняем им все отверстие на кастрюле.
Если диаметр отверстия в прохудившейся посуде более 3-5 мм, рекомендуем не заполнять его припоем, а наложить заплатку из медной пластинки немного большего размера, чем дыра.
Медную пластинку следует зачистить наждачной бумагой и обработать жидкостью для пайки. Далее к подготовленной и залуженной поверхности кастрюли прикладываем медную заплатку и хорошенько прогреваем паяльником всю поверхность заплатки. От прогрева припой на поверхности кастрюли расплавится и надежно зафиксирует заплатку.
Финальная часть
Отремонтированный участок обрабатываем напильником или. Далее
–Метки
–Музыка
–Приложения
- Всегда под рукой аналогов нет ^_^ Позволяет вставить в профиль панель с произвольным Html-кодом. Можно разместить там банеры, счетчики и прочее
- Я – фотограф Плагин для публикации фотографий в дневнике пользователя. Минимальные системные требования: Internet Explorer 6, Fire Fox 1.5, Opera 9.5, Safari 3.1.1 со включенным JavaScript. Возможно это будет рабо
- Видео поздравления на мобильный Скачать совершенно бесплатные видео поздравления и отправить кому-либо не составит труда. А так же можете скопировать код и разместить понравившуюся видео открытку у себя в блоге, онлайн журнале, сайт
–Цитатник
Перечень наиболее реальных способов заработать деньги Разумеется, что эта статья написана не для т.
Чем натянуть проволоку для рабицы и какой диаметр подойдет
//img-fotki.yandex.ru/get/4009/yes06.b9/0_1e769_8673e9d4_XL.jpg Норма Джин Мортенсен (Мэ.
МУЖСКИЕ ИМЕНА А Август Авер.
На что можно было потратить в Советском Союзе 1 рубль: — полноценный обед в столовой,(точнее .
Добавляйте к себе в цитатник! Это должно быть у каждого! Блуждая регулярно в сетях Интернета.
–Ссылки
–Видео
–неизвестно
–Я – фотограф
Используемые в работе материалы
Для качественной пайки алюминия следует использовать специально подобранные флюсы и припои. Это позволит провести качественно работу.
Флюсы для пайки алюминия
Флюсом называется вспомогательный компонент, который препятствует образованию оксидной пленки во время пайки. Также его функция заключается в обеспечении хорошего смачивании поверхности жидким припоем, что обеспечивает надежное сцепление.
Но при отсутствии флюса его можно заменить трансформаторным маслом, предварительно зачистив поверхности наждачной бумагой. Это позволит замедлить процесс образования оксидной пленки.
Действие флюса зависит от его состава
Канифоль
Этот вид флюса является самым востребованным. Канифоль можно применять для пайки любых металлов. Но в случае с алюминием работу следует выполнять без доступа воздуха, что значительно осложняет ее проведение. В итоге время на выполнение пайки требуется больше, а эффективность низкая.
Важно! При использовании канифоли качество соединения алюминия не отличается особой прочностью.
Порошковый флюс
Для пайки алюминия можно применять порошковые флюсы вместе с газовой горелкой. При проведении работ нельзя добавлять к пламени кислород, так как это вызывает окисление алюминия.
Наиболее распространенные порошковые флюсы:
- бура (смесь натриевой соли и борной кислоты);
- активный флюс Ф-34А (содержит хлориды калия, лития, цинка и хлорид цинка);
- ацетилсалициловая кислота;
- активный паяльный жир.
Жидкий флюс
Эту разновидность флюсов можно наносить на поверхность тонким слоем. Но при этом они испаряются намного быстрее и способны выделять обжигающие пары.
Наиболее популярные виды:
Сварочные электроды. Назначение, виды и характеристики
- флюс Ф-61— рекомендован для низкотемпературной пайки;
- флюс Ф-64 — разрушает даже достаточно прочную оксидную пленку;
- Castolin Alutin 51 L — подходит для работы при температуре от 160 градусов.
Припой для пайки алюминия и его сплавов
С целью пайки данного металла рекомендуется применять припои из таких материалов, как алюминий и цинк. При этом они могут содержать различные добавки, что улучшает их функциональность.
Самые популярные импортные припои для алюминия:
- HTS-2000;
- Castolin 192FBK;
- Castolin 1827;
- Chemet Aluminium 13;
- Chemet Aluminium 13-UF.
Важно! Припой должен хорошо смачивать поверхности деталей, иначе провести качественную пайку не удастся.
Отечественные припои и их качество
Использовать для работы с алюминиевыми деталями в домашних условиях можно и отечественные припои. Они не уступают по эффективности импортным, но стоят на порядок дешевле.
Самые популярные из них:
- ПОС-61;
- марки А;
- 34А;
- SUPER A+.
Сравнение припоев для пайки алюминия
При сравнении импортных припоев HTS-2000 с Castolin 192fbk, а также отечественного «алюминиевого огурца» многие профессионалы отмечают, что последний отличается высокой прочностью пайки, так как состоит из алюминия. Но недостаток его в том, что работу нужно проводить в печке.
А что касается HTS-2000, то отзывы в основном негативные, так ка припой отличается тягучей консистенцией и для его разравнивания на поверхности следует прибегать к стальным инструментам.
Castolyn 192FBK также характеризуется высокой текучестью. Он идеально подходит для того, чтобы запаять небольшие отверстия, а при использовании его для больших дыр может проваливаться внутрь алюминиевых деталей.
При выборе припоя нужно учитывать режим пайки
Порошковая проволока
Этот материал можно применять только при сварке алюминия, а не пайке. Поэтому нельзя путать эти два совершенно разных вида работ по соединению деталей. Применение порошковой проволоки дает возможность проводить сварку без газа.
Источники нагрева
Чтобы правильно спаивать детали, нужно не только знать какие флюсы и припои можно применять, но и как паять дома алюминий паяльником, используя разные источники нагрева.
Паяльник для пайки алюминия
При использовании паяльника нужно учитывать размер деталей для соединения. Количества тепла от источника должно поступать больше, чем будет его рассеиваться. Примерно на 1 тыс. кв. см алюминия рассеивается около 50 Вт тепловой мощности. Значит, для спаивания деталей с такой суммарной площадью, нужно использовать паяльник мощностью 90-100 Вт.
Горелки для пайки алюминия
Если нужно спаять толстые алюминиевые листы, то лучше использовать газовые горелки. Преимущество такого источника в том, что он бесконтактно доносит тепло и характеризуется высокой скоростью разогрева.
Важно! При использовании горелки детали могут даже не успеть нагреться, как уже будут спаяны.
Чем паять?
Существует несколько видов припоя, которые могут быть использованы для пайки алюминиевого изделия. Выбирая конкретный из них, необходимо помнить о том, что вид припоя зависит от толщины канистры, от того, какие вещества в ней хранились.
Так, канистру из-под бензина паять оловом не стоит: слишком высок риск возгорания. В остальных случаях олово может быть использовано, но только при правильном выборе нагревательного инструмента.
Чем большую площадь алюминия надо заклеить, тем мощнее должно быть и приспособление.
Стоит воздержаться от использования так называемых легких припоев, в состав которых входят:
Они не обеспечивают плотную и надежную пайку. А вот лучшим припоем считается тот, что изготовлен на основе цинка. Здесь степень соединения самая высокая. Потом следует выбирать либо олово, либо цинк.
Спаивание компонентов из алюминия
Спаять алюминий в домашних условиях паяльником можно, как при высокой, так и низкой температуре. Но процесс проведения работ в этих случаях несколько отличается.
Пайка алюминия в высокотемпературном режиме
Этот метод применяется для соединения элементов крупного размера. К этой категории относятся алюминиевые детали с толстой стенкой и повышенной массой. В этом случае температура разогрева должна быть в пределах 550-650 °С. В качестве источника тепла следует использовать горелку, работающую на газу.
Пайку нужно проводить после нагрева деталей до нужной температуры, что приведет к плавлению твердого припоя.
Пайка алюминия в низкотемпературном режиме
Такой метод пайки больше подходит для сцепления мелких деталей, алюминиевых проводов, кабелей. В этом случае достаточно температуры 250-450 °С. Для этого режима проведения работ нужно применять жидкие припои.
При низкотемпературном режиме шов получается ровным и аккуратным
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Что лучше: сварка или пайка алюминия
Однозначно сказать, что лучше сварка или пайка алюминия нельзя. Это зависит от предназначения деталей и профессионализма человека. Для опытного сварщика естественно более приемлемым вариантом является сварка, а мастеру с паяльником подходит больше пайка.
При необходимости починить радиатор лучше использовать пайку, так как это намного дешевле, а для проведения более ответственных работ больше подойдет сварка.
Пайка алюминия процесс сложный, но выполнить его можно самостоятельно в домашних условиях. Однако проведения работы без использования специальных материалов не дает гарантии качественного сцепления деталей. Это приведет только к бесполезно потраченному времени и усилиям. Поэтому нужно сразу подготовиться к процедуре, чтобы провести ее качественно и быстро.
Достоинства и недостатки металлической посуды
На данный момент выбор посуды на полках магазина удивляет, как по цвету и форме, так и по используемым для производства материалам. Конечно же, многие предпочитают посуду из керамики или стекла, но металл – это классический вариант, который неизменно пользуется спросом. Этому есть оправдание, ведь у этого материала ряд преимуществ, а именно:
- Простота в уходе.
- Невысокая стоимость.
- Устойчивость к высоким температурам и их перепадам.
- Быстро нагревается и остывает.
Однако у металла, как и у любого материала, есть недостатки, например, не во всех случаях посуду можно отремонтировать. Для производства кухонной утвари используются следующие виды металла:
- Алюминий.
- Нержавеющая сталь.
- Эмалированная сталь.
Важно! Также пользуется спросом чугунная посуда, так как она имеет ряд достоинств, однако, говорить о ней нет смысла, так как чугунная посуда ремонту не подлежит.
Другие способы
В некоторых случаях металлические поверхности лучше не спаивать, а склеивать. Правда, готовить пищу в заклеенных кастрюлях не получится – сгодится такая разве что в качестве ведра. Но на всякий случай знать эти способы нужно. Вам подходят клеи:
БФ-2 и БФ-4
Эти клеи делаются из фенолформальдегидной смолы, поэтому для приготовления пищи отремонтированная с их помощью посуда не годится. Способ применения простой:
- Хорошо очистите поверхности, чтобы не осталось жира, ржавчины или грязи.
- Обработайте место склейки и заплату ацетоном или бензином.
- Нанесите клей тонким слоем – удобнее это делать кисточкой.
- Дайте изделию высохнуть в течение примерно часа.
- Нанесите второй слой клея.
- Дайте ему чуть-чуть подсохнуть.
- Приложите поверхности друг к другу (например, металлическую пластинку к дыре), прижмите.
- Поставьте изделие в духовку и прогрейте в течение часа.
Эпоксидный клей
Этот раствор состоит из нескольких компонентов. В нем есть:
- эпоксидная смола;
- дибутилфталат (пластификатор);
- окись алюминия или кварцевая мука;
- затвердитель.
После того, как заплата приклеена, изделие необходимо поместить в духовку, разогрев ее до 200°С и прогревать около трех часов. Это – лучший вариант. Если же духовки нет, то можно прогреть до 120°, а потом оставить кастрюлю в покое на сутки, после чего она будет готова к использованию. Хранить продукты в ней можно, готовить — не стоит.
Особенности процесса
Поверхность алюминиевых деталей покрыта оксидной плёнкой, которая обладает высокой химической стойкостью, а также температурой плавления выше в 2 раза, чем чистого металла. В интервале от +2500С до +3000С алюминий становится неустойчивым и подплавляется. Минимальная температур плавления оксидной плёнки составляет +5000С.
При пайке соединяемые детали под наружным слоем начинают плавится. Поэтому пайщику нужно устранить негативное влияние оксидного слоя. Принцип всех способов основан на удалении плёнки, а также повышении адгезионных свойств.
Методы удаления оксидного слоя:
- механический — использование абразивных инструментов для зачистки;
- химический — применение флюсов со специальными составами;
- электрохимический — основан на процессах электролиза.
Оба способа проводятся только в среде с отсутствием доступа кислорода.
Заклепка
Если под рукой нет клея, но в доме много инструментов для работы по металлу, можно сделать заклепку. Вам нужны:
- хороший молоток (он должен плотно сидеть на рукоятке);
- слесарная ножовка;
- зубило;
- плоскогубцы;
- тиски;
- кусачки;
- наковальня;
- металлическая плита;
- толстая проволока – медная или алюминиевая.
Порядок ремонта кастрюли:
- Отрежьте кусок проволоки 10-12 см.
- Зажмите его в тиски.
- Легкими ударами молотка расплющите один конец, чтобы получилась шляпка – она должна быть больше дырки.
- Свободный конец проволоки вставьте в дырку, чтобы шляпка ее закрыла.
- Обрежьте свободный конец.
- Расплющите его, чтобы со второй стороны тоже была шляпка, перекрывающая дыру.