Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди…».
После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д.
можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает.
Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
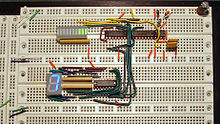 Так можно собрать весьма кучерявое устройство.
Так можно собрать весьма кучерявое устройство. 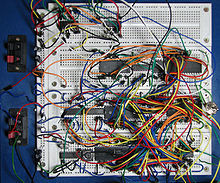
Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).
 Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль.
Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли.
Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть.
Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
Экспериментальным путем я нашел несколько путей улучшить процесс:
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа микросхем это крайне непрактично. Тем более, обычно, их ножки ужелуженые.
- Крошить канифоль прямо на место пайки. Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда «пшшшшш» происходит прямо там, что позволяет припою нормально переходить с паяльника. Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки.Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной. Так я паял Maximite.
- Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо «сильнее» канифоли), и тогда будет активный «пшшшшш», и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней «прозвонке». Выход — мыть.
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент — это паяльник, самый обычный с жалом в виде шила: 
и припой c флюсом внутри:
 ВСЕ! Все дело в процессе. Делать надо так:
ВСЕ! Все дело в процессе. Делать надо так:
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.
Ключевой момент тут, как вы уже поняли, это подача припоя и флюса прямо на место пайки. А «встроенный» в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму. 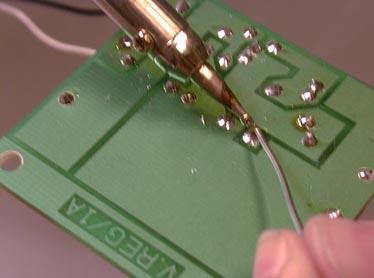
Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
Стоит заметить, что все выше сказанное относится к пайке элементов, которые вставляются в отверстия на плате. Для пайки планарных деталей процесс немного более сложен, но реален. Планарные элементы занимают меньше места, но требуют более точного расположения «пятачков» для них. Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет. Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В. Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось). Фаза 1 Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет». Фаза 2 Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса. 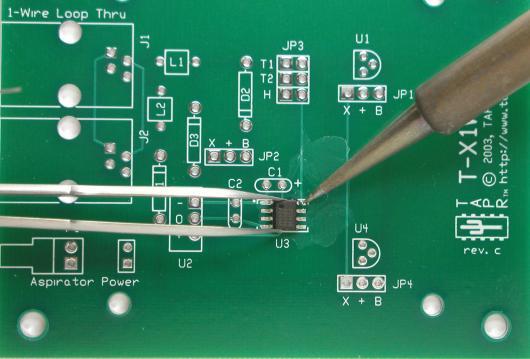 Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки. Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование. Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок. Вот картинки того, что я лично успешно паял после небольшой тренировки. Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки. Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование. Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок. Вот картинки того, что я лично успешно паял после небольшой тренировки. Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.


Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.  Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются: Но есть, конечно, предел. Вот это добро уже за пределами моих способностей. Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются: Но есть, конечно, предел. Вот это добро уже за пределами моих способностей. Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
- Отсос. Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.
- Очки. Когда имеешь дело с ножками и проводами, может случиться, что разогретая ножка отпружинит, и припой с нее куда-то полетит, возможно, в глаз. С этим лучше не шутить.
Когда и, что лучше паять с канифолью, а когда с кислотой или бурой?
При пайке, в отличие от сварки, соединяемые поверхности не расплавляются для смешивания слоев с последующим отвердением, а остаются в неизменном твердом состоянии и расплавляется только дополнительно добавленный металл, который и соединяет между собой соединяемые поверхности. Эта добавка называется припой.
Для того, чтобы края соединяемых деталей хорошо сцепились друг с другом, нужно, чтобы они хорошо смачивались припоем. Достичь этого можно применяя различные флюсы: канифоль, бура и, так называемая, кислота.
Канифоль
Канифоль производят из смолы хвойных деревьев и представляет собой твердое вещество, отчасти по цвету напоминающее янтарь.

- Для удобства пользователей производители упаковывают ее в различную тару.

- Может также поставляться в продажу в составе готового припоя.
- Пользоваться таким припоем очень удобно, так как плавящийся припой с флюсом одновременно покрывают стык спаиваемых деталей, сокращая время процесса.
- Канифоль применяется в основном при пайке электротехнических изделий, таких как провода, радиодетали, микросхемы, поскольку она совсем не окисляется со временем, что способствует длительному и прочному соединений.
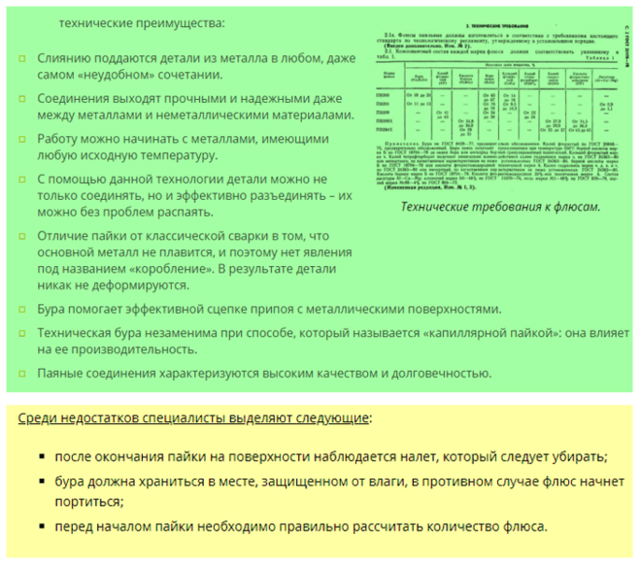
Бура
Бура — это еще один флюс, который используется при пайке. Для этих целей она поставляется в виде порошка. В продажу поступает упакованная в баночки или целлофановые пакетики.

- Бура имеет высокую температуру плавления (около 900 градусов) и для ее расплавления и последующего нанесения обычный паяльник не подойдет ни коим образом, а уж о пайке радиодеталей с использованием буры и думать нечего!
- Применяется такой флюс преимущественно при пайке крупных деталей из цветных металлов, в основном медных труб систем отопления и кондиционеров, бронзы, сталей тугоплавкими припоями с помощью паяльной лампы или газовой горелки.
Паяльная кислота
Сразу надо заметить, что такое название в корне неправильное, так при пайке используется не чистые кислоты, а производные на их основе — ортофосфорной, серной, азотной.
Последняя наиболее известна, а потому больше всего применяется в быту. К тому же ее очень легко приготовить самостоятельно — потребуются лишь сама кислота, цинк (можно использовать даже корпус батарейки), чистая вода, стеклянная емкость и время.
Применяется паяльная кислота при соединении сильно загрязненных (химически) металлов: меди и ее сплавов, никеля, железа, конструкционных сталей и сплавов цветных металлов. Также, как и в случае с бурой, паяльную кислоту нельзя применять при спаивании проводов и радиодеталей, поскольку со временем место соединения окисляется и разрушается.
Выпускается соляная кислота для пайки расфасованная во флакончики из ПЭТ-материалов со специальными носиками для удобства нанесения на место пайки.

Преимущества паяльной кислоты в быстром и качественном обезжиривании деталей и хорошим и надежным соединением.
К недостаткам, как уже говорилось выше, является то, что этот флюс под зоной пайки и рядом с ней еще длительное время реагирует с металлом, разрушая соединение. Кроме того, она плохой проводник электротока и вызывает местный нагрев при его прохождении через место спайки, нарушая тем самым электротехнические параметры.
Паяльный жир
Есть еще один флюс, который почему-то незаслуженно редко применяется при пайке — это паяльный жир. Этот вид флюса из-за своей специфичности редко используется в быту, но активно применяется у профессионалов в области ремонта электроаппаратуры.
Паяльная жировая смесь в своем составе содержит, канифоль, стеарин, технический вазелин, хлорид цинка, хлорид аммония, высокоочищенную воду. Внешне походит на животный жир и потому и получил такое название.

- В зависимости от консистенции и сочетания химических компонентов паяльный жир разделяют на два вида— нейтральный и активный.
- Первый содержит канифоль и стеарин и применяется для удаления оксидов для пайки деталей оловянно-свинцовым припоем.
Второй сделан на основе вазелина и парафина и имеет большую коррозийную активность и используется при пайке цветных металлов и сильно поржавевшего железа. Из-за своей высокой способности вызывать коррозию не может быть использован для пайки печатных плат.
А из этого видео вы узнаете еще кое-что о выборе флюса по другим аспектам.
Припой с канифолью


При выполнении пайки металла неизменно возникает необходимость использования припоя, качество которого напрямую влияет на долговечность выполненного соединения металлических деталей. Следует сказать, что припой относится к расходным материалам и изготавливается из различных сплавов. Производители постоянно усовершенствуют такой материал, что обеспечивает качественное соединение и упрощает выполнение пайки. Канифольный припой — это недорогой и одновременно качественный материал, который отличается универсальностью и может использоваться для пайки различных металлов.
Этот припой содержит канифоль, что избавляет от необходимости приобретать и использовать дополнительные материалы.
Канифоль упрощает расплавление наплавочного материала, что в свою очередь повышает качество выполненного соединения.
Еще одним неизменным преимуществом такого припоя является его низкая температура плавления, а это в свою очередь позволяет избежать изменения структуры основного соединяемого металла.
Флюс в припое находится в виде канифоли, поэтому дополнительно использовать его не требуется. Подобное существенно упрощает процедуру пайки, что по достоинству оценят профессионалы и обычные домовладельцы.
Отметим, что процентное соотношение канифоли находится в оптимальном количестве, тогда как, используя ее отдельно, существует опасность взять большее и меньшее количество материала.
Все это положительно сказывается на качестве выполняемых сварочных работ.

Разновидности канифольного припоя
В настоящее время такой припой с канифолью изготавливается в нескольких вариантах. Принято различать такой присадочный материал в зависимости от содержания канифоли, толщины проволоки и ряда других особенностей. Имеется возможность выбора материала, как для домашнего использования и пайки в промышленных масштабах. Изготавливается такой припой в виде:
- В катушках. Это универсальный вариант наплавочного материала, который может использоваться как профессиональными сварщиками в мастерских и обычными домовладельцами для пайки дома. Толщина проволоки может колебаться от 0,8 до 2 миллиметров. Отметим, что пользоваться такими катушками чрезвычайно удобно. Необходимо лишь подобрать соответствующую марку припоя и толщину проволоки.
- В тубусе. Такая разновидность припоя изготавливается исключительно для домашнего использования. В таком тубусе содержится минимум материала, поэтому при необходимости больших объемов следует покупать либо сразу большое количество тубусов или же выбирать припой в катушке.
- В бухтах. Применяется большое количество материала, поэтому такое исполнение предназначено в большей степени для промышленного использования. Толщина проволоки может выполняться различной, в зависимости от конкретных потребностей покупателей. Сами бухты могут выполняться различного размера, что несколько упрощает их использование.
Физико-химические свойства используемого припоя
Классическим составом такого припой с канифолью считаются оловянно-свинцовые мягкие сплавы. Содержание олова составляет 60% и свинца 40%. Соответственно, такой состав наделяет подобный припой определенными физическими свойствами.
Наличие канифоли позволяет обеспечить отличную гибкость, в результате чего перед сваркой вы сможете подобрать нужное количество такого материала и правильно его расположить в шве.
Необходимо учитывать, что подобный состав имеет низкую температуру плавления, поэтому применять его для соединения тугоплавких металлов не представляется возможным.
В то же время отметим, что такой припой проникает в жидком состоянии во все полости и неровности, что позволяет обеспечить прочность соединения. Но при этом проникновения такой присадки в основной материал не происходит.
Низкие показатели температуры плавления позволяют гарантировать легкость самой пайки. Свинец добавляет материалу текучесть, но при этом следует учитывать тот факт, что в свинце могут содержаться ядовитые испарения, поэтому лучше всего пайку выполнять в проветриваемом помещении. Более каких-либо дополнительных мер предосторожности соблюдать при пайке не требуется.

Как правильно выбирать припой
Выбирая ту или иную разновидность такого материала, следует учитывать удобства выполнения работы. В том случае, если выполняются стандартные работы, то можно использовать припой с любой оптимальной маркой канифоли.
Если же вы выполняете работу с так называемыми ПОС материалами, лучше всего выбирать припой, компонентами которого является серебро. Это и позволит вам обеспечить высокую значимость, мягкость и последующую прочность соединения.
В каждом конкретном случае в зависимости от используемых металлических сплавов в припое его температура плавления может существенно различаться. Выбор в данном случае необходимо выполнять исключительно в зависимости от характеристик соединяемых вами основных металлических деталей. Все это и позволит гарантировать долговечность выполненной пайки и качество такого соединительного шва.
Обратите внимание также на температуру плавления у припоя и металла. Чем выше такая температура основного металла, соответственно тем выше этот же показатель должен быть и у припоя. Кроме марки такого материала вам необходимо также определиться с толщиной проволоки.
В данном случае выбор необходимо делать исходя из толщины самих изделий и имеющейся толщины сварного шва. Если вы работаете паяльником, то наплавить необходимую по размеру каплю флюса вы сможете из проволоки с любой толщиной. Если же вы используете газовую сварку, то вам следует использовать проволоку толщиной от 0.8 до 1.5 миллиметров.
Однако отметим, что состав материала куда более важная характеристика, чем его толщина.

Особенности использования
Правильно определив и выбрав используемый припой с канифолью, можно выполнять саму пайку. Данная работа не представляет особой сложности. Необходимо выполнить соответствующую подготовку поверхности, для чего основной металл зачищают от имеющихся загрязнений и всех отстаивающихся частей.
При подготовке поверхности к пайке ее необходимо разогреть и расплавить припой. Помните, что большой разницы в температурах между металлическими сплавами и припоем быть не должно, в последующем это отрицательно сказывается на качестве соединения.
Перегревать основной металл не требуется, в последующем припой может разливаться по такой горячей поверхности, длительное время остывая и не затвердевая в течение 10 минут и более. Наличие канифоли существенно упрощает пайку, и припой быстро затвердевает, обеспечивая механическую прочность соединения.
При этом обеспечивается необходимая защита соединения от коррозии.
В настоящее время в продаже можно найти припой с канифолью от различных производителей. Это могут быть как отечественные компании, так и иностранные производители. Следует сказать, что какой-либо существенной разницы между отечественными и иностранными производителями нет.
Поэтому в первую очередь ориентируйтесь на состав материала, его марку и толщину проволоки. Приобретая припой от отечественных производителей, вы сможете существенно сэкономить.
При этом вы можете быть полностью уверены в качестве и долговечности выполненных паяных соединений металлических элементов.
Какой припой лучше использовать с канифолью или без?

В продаже появились различные виды припоев. Радиолюбители интересуются, какие из расходных материалов лучше применять для пайки – с содержанием внутри канифоли или без этого вещества. Необходимо учесть, что такая операция как соединение элементов с термическим воздействием, не может произойти без использования вспомогательных компонентов.
Припой с канифолью
При сборке или ремонте электронных плат, различных электрических устройств, радиодетали фиксируют пайкой. Работники прикрепляют их на нужных участках паяльником, где расходными материалами служат припои.

При этом, обрабатываемые части остаются твердыми, они не подвергаются расплавке. Плавится сплав, который смачивает и присоединяет электронные элементы. Для хорошего сцепления необходима очистка поверхностей флюсами.
Чтобы упростить рабочий процесс и повысить качество соединений, создали универсальные канифольные припои.
Разработчики избавили мастеров от комплектации дополнительных веществ и выполнения лишних операций, включив в состав изделия оптимальное количество смолы.
Их производят в виде полых проволок, пространство которых заполнено компонентами:
- Канифольными.
- Синтетическими.
- Водосмываемыми.
Для пайки с трубчатым материалом не нужно дополнительное флюсование, отчего повышается производительность. При производстве припои отличаются:
- Содержанием канифоли.
- Толщиной проволок.
Готовые изделия поступают в продажу разные по комплектации в виде:
- Катушек – где на стержень намотана проволока толщиной до 2мм. Наплавочный материал удобно использовать в домашних и промышленных мастерских, необходимо только подбирать параметры.
- Тубусов – формируют для работ в домашних условиях по причине небольшого количества в одном комплекте.
- Бухт – которые больше подходят для промышленных предприятий. Здесь упакована проволока разных размеров, покупатель выбирает по своим потребностям толщину и длину.
При выборе потребитель опирается на удобство и качество проводимых работ. Для стандартных процедур с известными режимами исполнения подойдет любая марка из разряда ПОС – 61, 60, 90. Основным компонентом в этих припоях будет сплав из серебра или олова. Сниженная крепость соединений, увеличивает мягкость и смачиваемость заготовок.
Для соединения тугоплавких металлов используют наплавку без внутренних флюсов.
Виды и особенности припоев без канифоли
Элементы электроники не соединяют сваркой, при ремонте используют пайку. Для этого процесса необходим хороший припой и вспомогательный компонент – канифоль или флюс любого типа. Металлический сплав, которым фиксируют детали смачивает соединяемые участки, а канифоль их очищает. Припой должен быть термически и электрически стабильным.

Расходный материал бывает:
- Твердым с температурой плавления выше 450 град.
- Мягким.
Выпускают расходный материал:
- Гранулами.
- Прутками.
- Проволокой.
- Порошком.
- Фольгой.
- Пластинами.
При выборе нужного припоя учитывают:
- Свойства соединяемого металла.
- Механическую прочность спайки.
- Коррозийную устойчивость с удельной проводимостью.
Для скрепления плат в радиоаппаратуре применяют марку ПОС-61 по причине приемлемой температуры плавления (до 190 град.).
Если работают с чувствительным к перегреву прибором выбирают ПОСК 50—18. Для обработки предметов с твердыми свойствами подойдет маркировка ПМЦ, в состав которых входит медь с цинком.
«ПСр» указывает на сплав из серебра с добавками в разном процентном содержании:
- Олова.
- Свинца.
- Меди.
- Цинка.
Есть еще образцы, куда кроме металлической составляющей добавляют фосфор.
Общие свойства припоев
По своему назначению расходные материалы с канифолью и без, выполняют одну задачу, спаивают электронные элементы. Можно подчеркнуть одинаковую:
- Форму, если производство выпускает припои в виде проволоки.
- Высокую степень смачивания, соединяемых поверхностей.
- Использование одного инструмента для работы – паяльника.
- Процесс происходит с нагреванием и расплавлением припоя.
- Состав сплавов для низких температур плавления.
- Легкую пайку.
В продаже много разных видов припоев, что не создает трудностей в их выборе.
Чем отличаются расходные материалы
Один и тот же признак создает как схожесть изделий с друг с другом, так и различие. Это их изготовление в виде проволок. Но в образцах без канифольных:
- Нет полого пространства, их выполняют цельными.
- Для пайки нужно отдельно использовать флюс.
- Кроме проволочных видов, выпускают различные конфигурации и формы – пласты, порошки.
Все предметы с внутренним заполнением:
- Имеют трубчатый вид.
- Полое пространство заполнено канифолью.
- Операции пайки выполняются без флюсования.
- Не применяют для тугоплавких металлов.
Мастер выбирает состав, с которым ему будет удобно работать в каждом конкретном случае.
Кому и когда лучше использовать каждый из припоев
Радиотехник применяет трубчатый элемент, полость которого заполнена канифолью, когда необходимо провести пайку:
- В приборе, отремонтировать электронное устройство.
- Небольших по объемам участков, использовав тубусы или катушечную комплектацию.
- На промышленном предприятии, при наличии бухты с соблюдением соответствия всех технологических процессов и свойств напаиваемого металла.
- С низкими температурами плавления.
Пайка без внутренних наполнителей позволяет осуществлять действия с разными:
- Тугоплавкими металлами.
- Температурными режимами плавки в зависимости от состава сплава.
- Чувствительными к перегреву элементами – предохранителями, транзисторами.
- Радиотехническими изделиями – проводами, техническими платами.
- Лудить и соединять медные, бронзовые детали для получения герметичного шва.
Мастер определяет область работ и выбирает то вещество, которое подойдет для конкретных работ. Радиодетали хорошо прикреплять, используя проволоку с канифолью. Для соединения элементов из висмута или кадмия лучше подобрать отдельно припой и флюс, которые соответствуют требованиям сплавов.
Припой с канифолью
Припой относится к основным расходным материалам, используемым во время пайки. данный процесс существует достаточно давно и производители постоянно работают над его совершенствованием. Улучшение касается и расходных материалов.
Припой с канифолью является одним из продуктов такой модернизации, который существенно упрощает процесс спаивания, так как для него требуется меньшее количество материалов.
При стандартном проведении процедуры нужно использовать не только сам припой, но еще и канифоль в качестве флюса. Она необходима для того, чтобы упростить расплавление наплавочного материала, а также улучшить связь между ним и основным металлом.
С учетом того, что сам процесс проводится при относительно низких температурах и не влияет на структуру основного металла, то смачиваемость выступает очень важным фактором.

Припой с канифолью для пайки
В данном случае флюс содержится в припое, так что ничего дополнительного применять не нужно. Такой способ удобен, как для новичков, так и для профессионалов. Стоит отметить, что в марках, которые относятся к данному типу, хорошо соблюден баланс.
При использовании канифоли отдельно всегда есть риск, что ее можно взять меньше или больше. Если же применяется марка с содержанием канифоли, то там она будет подобрана в оптимальном количестве согласно взятому размеру проволоки.
Данные изделия производятся согласно ГОСТ 21931-76.
Разновидности припоя с канифолью
Припой для пайки с канифолью выпускается в нескольких вариантах. Они зависят от толщины проволоки, ее количества, а также прочих особенностей, которые вкладываются производителем. Среди них встречаются следующие разновидности:
- В тубусе – данный вид припоя выпускается для частного использования, так как здесь находится минимальное количество самого материала. По общей емкости и весу тубу уступает остальным. В остальных параметрах они остаются практически одинаковыми, в соответствии с особенностями своей марки.
- Катушки – это уже несколько больший вариант, который может применяться как в частной сфере, так и в ремонтных мастерских, где расход материала значительно больше. Толщина проволоки тут может меняться, в пределах 0,8-2 мм. Главное только подобрать подходящую марку, так как пользоваться катушками весьма удобно.

Припой ПОС-61 с канифолью в виде катушки
- Бухты – в данном случае применяется наибольшее количество материала. Данная разновидность рассчитана преимущественно на промышленное использование, так как подобные поставки можно оценить как оптовые. Толщина проволоки может быть любой, в зависимости от потребностей покупателей.
Состав и физико-химические свойства
Классическим составом припоя с канифолью является обыкновенный мягкий оловянно-свинцовый. Содержание свинца в нем составляет 40%, а олова – 60%. К таким припоям можно отнести ПОС 60 или близкую к нему марку ПОС 61.
Припой для нержавеющей стали
Благодаря этому он приобретает особые физические свойства. Припой с канифолью и без с таким составом обладает особой гибкостью, что помогает подобрать нужное положение перед спаиванием.
Данный состав характеризуется относительно низкой температурой плавления, что не позволяет применять припой для пайки тугоплавких металлов. Тем не менее, он хорошо проникает во все неровности, когда находится в жидком состоянии. Это обеспечивает максимально высокую степень сцепления.
Хоть здесь и не происходит проникновения в структуру основного металла, такое свойство дает возможность охватить как можно большую площадь скрепления.
Относительно низкая температура плавления обеспечивает легкость использования. Наличие свинца добавляет текучести материалу. При использовании лучше делать все в хорошо проветриваемом помещении, так как свинец дает вредные для здоровья человека испарения.
Технические характеристики припоя с канифолью
Среди всех марок есть те разновидности. Которые применяются чаще всего. Их технические характеристики обеспечивают удобство использования и делают практически универсальными для большинства процедур.
| Марка | Технические характеристики | |||||
| Температура плавления, °C | Плотность, грамм/см квадратный | Теплопроводность | Сопротивление на разрыв | Удлинение относительное, % | ||
| Начальная | Конечная | |||||
| ПОС 61 | 183 | 189 | 8,5 | 0,12 | 4,3 | 46 |
| ПОС 60 | 185 | 192 | ||||
| ПОС 90 | 183 | 189 | 47 МПа (или 4,9 кгс/мм квадратный) | 58 |
Особенности выбора
Выбирая что лучше, припой с канифолью или без, в первую очередь стоит ориентироваться на удобство выполнения пайки.
Если вам предстоят стандартные процедуры, режимы которых вполне известны, то можно выбирать припой с содержанием канифоли любой подходящей марки.
Чаще всего выбор падает на материалы серии ПОС, в которых основными компонентами становятся серебро и олово. Это позволяет достичь мягкости и высокой смачиваемости за счет меньшей крепости соединения.
«Важно!
Если вам предстоит соединять тугоплавкие металлы, то лучше использовать специальные виды припоев, которые могут и не содержать в себе флюс.»
Чем выше температура плавления основного металла, тем выше должна быть температура плавления припоя. Это основной показатель, по которому ориентируются специалисты. Помимо состава марки нужно определиться еще с толщиной проволоки. Здесь уже легче, так как все зависит от толщины самого изделия.
При работе с паяльником всегда можно наплавить каплю нужного размера из проволоки любой толщины, так что здесь не будет особой разницы. Для работы с газом уже нужно подобрать подходящий по толщине вариант. В своем арсенале стоит иметь как минимальные значения, от 0,8 мм, так и более крупные на 1,2 и 1,5 мм.
Но состав материала всегда буде более важным, чем толщина.

Припой ПОС-61 0,8 мм
Особенности применения
Определившись, какой припой лучше, с канифолью или без, а также подобрав соответствующую марку, можно приступать непосредственно к пайке. Как и при работе с простым припоем, первым делом идет подготовка поверхности основного металла, его требуется очистить.
«Важно!
Несмотря на более легкое проведение процесса, наличие канифоли не снимает большинство негативных факторов, влияющих на качество спаивания.»
После подготовки нужно разогреть его поверхность до нужной температуры и начать использоваться припой. Это требуется, чтобы не было большого контраста между температурами расплавленного припоя и основного металла, так что перегревать сильно также не стоит.
После того как расплавленный припой разольется по поверхности, ему нужно дать остыть. Таким образом, проведение пайки данной разновидности имеет лишь одну важную отличительную особенность, так как здесь не нужно использовать флюс дополнительно.
Его наличие в составе делает процесс таким же легким, как и при добавлении канифоли отдельно.
Серебряный припой
Популярные производители
На отечественном рынке можно встретить следующих производителей данной продукции:
- КиевЦветМет;
- Solder;
- Вадис-М;
- Техноскрап;
- Manwell;
- «Технологические Линии»;
- Укр-Спецсплав;
- Арсенал;
- УкрИнтерсталь.