Его элементы во время работы подвергаются внешним воздействиям: высокая сварочная температура, брызги металла, механические царапины, перегибание. Внутри происходит истирание направляющих элементов сварочной проволокой. Закономерно, что все эти неблагоприятные факторы, возникающие в процессе сварки, приводят к выходу рукава из строя в первую очередь.
Немного терминологии
Если набрать в поисковике «купить сварочный рукав для полуавтомата», то увидите два вида предложений: сварочный рукав или сварочная горелка. Причём выглядят они совершенно одинаково, эти названия относятся к одному и тому же аксессуару. Если присмотреться он состоит из следующих узлов:
- собственно горелка;
- питающий рукав;
- соединительный разъём.
Это наводит на некоторые грустные размышления. И действительно, одного только рукава в продаже найти вряд ли получится. Хотя, вооружившись знаниями, можно купить почти все составные элементы, или хотя бы подобрать аналоги.

Назначение и устройство
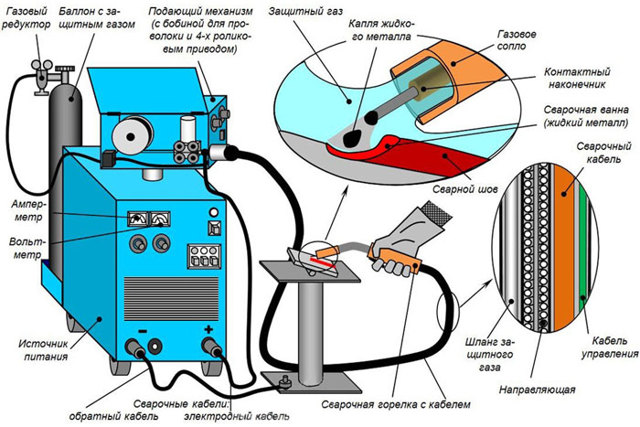
В чём заключается функция сварочного рукава? За его резиновой оболочкой скрывается сложная внутренняя начинка. Поскольку полуавтоматическая сварка выполняется с помощью специальной сварочной проволоки, в рукаве проложена транспортная система для неё в виде подающей спирали (направляющего канала) или тефлоновой трубки.
Для подачи защитного газа в зону сварки имеется соответствующий шланг. Причём, в зависимости от модели аппарата, транспортировка проволоки и газа осуществляется по-разному. Обычно направляющий трубопровод для проволоки расположен внутри газового шланга. Наряду с коаксиальным расположением бывает и параллельное (рядом друг с другом).

Также внутри проходят: силовой положительный провод от трансформатора, идущий к токовому наконечнику горелки, и два тонких провода для пусковой кнопки. Таким образом, основные задачи, выполняемые рукавом:
- направление сварочной проволоки, подаваемой транспортным механизмом сварочника;
- снабжение горелки инертным (аргон, гелий) или активным (углекислый) газом для защиты сварного шва от окисления;
- питание постоянным током сварочной дуги;
- коммутация пусковой кнопки.
Расходные материалы
Подающая спираль (проволокопровод) для транспортирования присадочной проволоки. Другие названия: канал для подачи проволоки, направляющий канал, спираль сварочного рукава и тому подобные. Материалом для её изготовления служит стальная проволока или лента (последняя может быть и пластмассовой), навитые в виде спирали. Последняя может иметь наружное изоляционное покрытие.
В результате трения проволоки о внутреннюю поверхность направляющих элементов последние активно изнашиваются, чему способствует и проникновение наружной пыли и грязи. Особенно сильно изнашивается и загрязняет канал продуктами износа алюминиевая проволока. Поэтому для неё применяются направляющие трубки из тефлона.
Как видно, направляющие каналы являются сменным расходником и нуждаются в периодической замене. Причиной выхода из строя сварочного рукава может быть дефект газового шланга, вызывающий разрыв последнего.

Что покупать?
Если сварочный рукав в процессе использования утратил свою работоспособность или получил механические повреждения, очевидно, он требует замены или ремонта. Чтобы не тратить лишних денег, следует сначала определить причину неисправности.
Некачественная сварка, зависящая от состояния сварочного рукава, может вызываться заеданием проволоки в направляющих каналах или недостаточной подачей защитного газа. Обе причины не являются условием обязательной замены всего аксессуара. Сварочный рукав для полуавтомата (в комплекте с горелкой) покупают в крайнем случае, когда он уже весь изношен, или разбиты какие-то детали.
Цена комплектного рукава составляет от 1500 до 12000 рублей. Спиральные каналы стоят 200-400 рублей, тефлоновые — подороже (от 500 рублей до тысячи). Отечественные газовые шланги диаметром 6,3 мм стоят от 20 до 40 рублей за погонный метр. Так что «овчинка стоит выделки».
На что обращать внимание при покупке?
Покупая комплектный сварочный рукав для полуавтомата, следует учитывать следующие факторы:
- Модель аппарата, выполняемые им функции. К таковым относятся сварочные работы в защитной среде инертного или активного газа — MIG/MAG, аргонодуговая сварка, или сварка порошковой проволокой.
- Устройство присоединительных элементов. Наиболее распространённым является евроразъём типа KZ-2 (EURO).
- Эргономичность формы самой горелки. Рукоятка должна удобно лежать в руке, размер пусковой кнопки должен быть достаточным.
- Диаметр проволоки. Обычные аппараты работают с проволокой от 0,6 до 1,6 мм, однако у конкретного устройства диапазон значительно уже (0,2–0,6 мм).
- Рабочее напряжение — у разных моделей находится в переделах от 10 до 28 В.
- Максимальный ток сварки — 90–250 А.
- Длина рукава определяется удобством использования. Оптимальным размером считается 3 метра, хотя встречаются изделия до 4–5 метров.

В случае покупки отдельного газового шланга из резины следует обратить внимание на его маркировку и цветовое оформление. Для гелия, аргона, углекислого газа применяют газовые рукава, рассчитанные на давление до 0,6 МПа. На отечественном шланге обязательно должна быть маркировка с указанием стандарта — ГОСТ 9356-75.
Пример условного обозначения такого шланга с диаметром отверстия 6,3 мм: рукав I-6,3-0,63 ГОСТ 9356-75, где I — класс изделия (работа с инертными и активными газами, кроме кислорода), 0,63 — рабочее давление (МПа). На чёрную резину нанесены красные кольцевые полосы.
Кислородный шланг в обозначении должен иметь букву III — 3-й класс (рабочее давление до 2,0 МПа) и окрашен в синий цвет. Покупая импортное изделие, следует проконсультироваться у продавца-консультанта.
Вот, вкратце, и всё, что нужно знать перед тем, как покупать новый рукав. Не стоит выбрасывать лишние деньги, если можно заменить износившуюся деталь. После ремонта полуавтомат заработает как новый.
MIG сварка алюминия или сварка алюминия полуавтоматом — DRIVE2
Даже дети знают, что алюминий обычно вариться вольфрамовым электродом в среде аргона (TIG сварка). Но, то что люминьку можно сваривать полуавтоматом известно не всем.Для такого процесса нужен мощный полуавтомат, с такой же протяжкой. Моя самоделка подходит по всем параметрам www.drive2.ru/l/288230376152884642/ .
Кстати, уже пять лет без единой серьезной поломки этот агрегат трудится в моей мастерской, каждый день, на благо автомобилей клиентов, уничтожая иногда по 5 кг проволоки за 2 дня:)Также желательная тефлоновая вставка в рукав, продается в сварочных магазинах, хотя я работаю без проблем без нее. Наконечник под алюминий берем на 0.
2 мм больше чем диаметр проволоки. Если проволока 0,8 мм то наконечник нужно брать 1 мм, если проволока 1 мм тогда наконечник 1,2 и т. д. Либо купить специально наконечник под алюминиевую проволоку. Защитным газом для нашего вида сварки будет не углекислота или смесь а чистый аргон.
Ну и как вы поняли сама проволока тоже должна быть из алюминия, хотя я видел попытки «умельцев» варить алюминий обычной стальной СВ08Г2С:).

Полный размер
Для штампованных и литых деталей нужно использовать разные виды проволоки ER 5356 и ER4043 соответственно, точно также как и при TIG сварке.
Полуавтоматическая сварка, конечно, не дотягивает до ювелирности TIGa, но по продуктивности превосходит его намного.
Когда нужно что-то наплавить, или заварить зазор то тут полуавтомат лидирует с отрывом. На заводах из-за высокой продуктивности используют именно MIG.
Например ремонт клапанной крышки от ВАЗ 2105, которую я специально для этой записи сначала повредил молотком заняла не более 3 мин.

Полный размер
На поры не смотреть и тапками не кидать от масла не чистил, просто хотел показать продуктивность:)

Полный размер
Наплавка отломанного уха коллектора. Угадайте от какой машины?)
Несколько тестовых швов на разных режимах:
Ну и на конец о правилах ТБ и для поднятия настроения. УФ излучение при MIG сварке алюминия очень жесткое, намного жестче чем при других видах сварки. Что бывает если пять минут поработать в шортах и футболке:

Полный размер
Обратите внимание на естественный цвет моих нижних конечностей, любой солярий отдыхает:)
Так что берегите глаза…Почти две сотни страниц рассуждений о сварке аллюминия на форуме чипмейкер: www.chipmaker.ru/topic/46…e__hl__сварка%20аллюминия
Как выбрать горелку для сварочного полуавтомата?
Сварочный рукав полуавтомата предназначен для передачи защитного газа, проволоки и электрического тока, замыкающего дугу. По мере эксплуатации резиновая оболочка трескается и газ начинает просачиваться наружу.
Возможны порезы об острые края или оплавление расплавленным металлом. Кабель-канал для подачи проволоки забивается мусором, из-за чего проволока подается рывками, с задержками. В таком случае необходима замена сварочного рукава для полуавтомата.
Здесь мы рассмотрим разновидности комплектующих, советы по выбору и эксплуатации.
В этой статье:
- Устройство сварочного рукава полуавтомата
- Советы по выбору сварочного рукава ПА
- Советы по эксплуатации и хранению
- Сводная таблица соотношения режима сварки к материалу
Устройство сварочного рукава полуавтомата
В продаже сложно найти отдельные рукава для полуавтомата. Чаще всего они продаются в комплекте с горелкой и разъемом подключения, представляя собой одно целое. Сам рукав состоит из:
Горелка MIG в разборе
Состав:
| 1 | Сопло газовое |
| 2 | Токосъемник медный |
| 3 | Диффузор медный |
| 4 | Спираль |
| 5 | Гусак (Головная часть горелки) |
| 6 | Пластиковая насадка |
| 7 | Наклейка |
| 8 | Кнопка |
| 9 | Винт |
| 10 | Ручка горелки |
| 11 | Пластиковая насадка |
| 12 | Пружинная насадка |
| 13 | Коаксиальный кабель |
| 14 | Пружинная насадка |
| 15 | Задняя ручка |
| 16 | Винт |
| 17 | Пластиковая наса |
| 18 | Евро разъем |
| 19 | Гайка |
| 20 | Ключ |
| 21 | Канал металлический |
В некоторых моделях применяется дополнительное жидкостное охлаждение. На одном конце рукава находится разъем, подключающий подачу силового тока, газа, проволоки от барабана. От разъема отходит фишка для отдельного запитывания низковольтных кнопок управления.
Горелка фиксируется с другой стороны. В ней имеется мундштук для передачи напряжения на проволоку, сопло, направляющее защитный газ, термоизолирующая рукоятка, кнопка управления. Все это является расходным материалом полуавтомата, изнашиваясь по мере эксплуатации.
Советы по выбору сварочного рукава ПА
Если механически повредился только один элемент (канал, силовой провод, шланг), его можно заменить отдельно. При естественном износе всех элементов целесообразно сразу заменить всю горелку с рукавом или шлейфом.
Изделия продаются с кратким описанием характеристик, ГОСТов и параметров, которые мы сейчас рассмотрим.
Коды товаров и артикулы поставщиков (дополнительная маркировка) не важны для выбора, а пригодятся при ремонте, чтобы подобрать комплектующие.
Максимальный ток
Максимальная сила тока — один из наиболее важных параметров при выборе сварочного рукава с горелкой для полуавтомата. Характеристика варьируется от 150 до 550 А. Чем выше показатель, тем толще получится проварить металл, при условии, что полуавтомат способен выдать такой ток.
Если предельная сила тока горелки 200 А, а сварку вести на 300 А, сварочный рукав быстро перегреется, может оплавиться защитная оболочка, изделие станет непригодным.
Когда предстоит часто сваривать толстый металл, выбирайте товар с показателем 350-450 А, как например горелка для полуавтомата (Mig MAXI 450 Euro TW) Для сварки кузовного металла полуавтоматом достаточно рукава с горелкой до 180 А. Хороший вариант — БАРСВЕЛД MIG-15 (180 А, 4 м)
Длина рукава
Встречается размер от 3 до 5 м. Влияет на маневренность сварщика, чтобы передвигаться вокруг объемной конструкции без перетаскивания полуавтомата. Если часто варите фермы, крупные емкости, каркасы — понадобится сварочный рукав 5 м. Когда работы ведутся преимущественно за сварочным столом, достаточно короткой горелки 3 м.
Соединение горелки с рукавом
В бюджетных версиях рукав заходит внутрь горелки путем жесткого закрепления. Чтобы избежать перелома, производитель предусматривает небольшую пружину, предупреждающую загиб. В более крутых вариантах, как у горелка для MIG сварки, есть шарнирное соединение. Рукав крутится, но не выкручивает горелку. Это удобнее для накладки аккуратных швов.
Диаметр канала
Канал, по которому движется сварочная проволока, выполнен в виде жесткой плотной спирали. Он может быть рассчитан на диаметр от 0.6 до 2.0 мм. Когда часто приходится работать с металлами разной толщины, большой диаметр канала будет плюсом.
Вы сможете чередовать установку катушек с тонкой и толстой проволокой, минимально теряя время. Но если требуется сваривать полуавтоматом только тонкий металл (1.0-2.0 мм), ищите рукав с каналом 0.8-1.0 мм.
В нем проволока будет меньше болтаться и подача заметно ровнее.
Морозостойкость
Параметр прописывается по ГОСТ 15150-69, указывая в каком микроклимате допустима эксплуатация. Большинство товаров выпускается с индексом «У», подразумевающим умеренный климат. Если работы ведутся на улице в зиму, выбирайте рукава для полуавтоматов с индексом «УХЛ». При сварке на нефтяных морских платформах используют горелки с маркировкой «М», устойчивые к холоду, влаге и солям в воздухе.
Бывает Евро или обычный штыревой. Не влияет на качество сварки, а лишь определяет способ подключения к полуавтомату. Разъемы не взаимозаменяемы, поэтому посмотрите в инструкции по эксплуатации, какой тип у вашего сварочного аппарата.
Эргономика
Хороший пример эргономики

Совсем простенькие горелки имеют прямую рукоятку и ровную прямоугольную кнопку. Они подойдут для непродолжительной сварки от случая к случаю. Когда предстоит варить полуавтоматом каждый день по 4-8 часов, удобнее горелки с эргономичными вырезами под пальцы и изогнутой кнопкой. Чтобы удерживать горелку, требуется меньше усилий и от нее меньше устает рука.
При работе с полуавтоматом важна гибкость сварочного рукава. Этот параметр нигде не прописывается, поэтому пробовать нужно вручную при покупке в магазине.
Возьмите горелку в руку и поднимите с согнутым локтем до уровня головы. Если рукав не образует вертикальный свес от изгиба, а торчит дальше по косой — это жесткий вариант.
Он подойдет только для настольной сварки, а подлазить под крупные изделия или внутрь емкостей с ним будет неудобно.
Тип охлаждения
Охлаждение бывает воздушным и водяным. В первом случае тепло отводится естественным путем — уходит от разогретого сопла и мундштука в воздух. Вариант подойдет для сварки тонких металлов, а также непродолжительной сварки толстых сталей 10-20 мм.
Для жидкостного охлаждения в сварочном рукаве полуавтомата предусматривают две дополнительные герметичные трубки. Они доходят до самой горелки, а на обратной стороне подключаются к расширительному баку.
По системе циркулирует этиленгликоль, смешанный с дистиллированной водой. В схеме есть насос, радиатор охлаждения и вентилятор. Все очень похоже по принципу работы на систему охлаждения двигателя в автомобиле.
Когда горелка и рукав нагреваются от сварки, запускается циркуляция, лишнее тепло забирает жидкость и уносит в радиатор. Это позволяет работать долго на повышенных токах 400-500 А без перегрева и простоя.
Покупка сварочного рукава с водяным охлаждением оправдана в случае присутствия такой функции в самом аппарате. Если в нем нет блока, то его можно докупить отдельно.
Практичный и надежный вариант подобной горелки — Abicor Binzel RB 610 D WZ-2
Особая конфигурация
Большинство горелок выполняются максимально тонкими, чтобы не перегружать руку сварщика. Но если регулярно приходится варить в потолочном положении, расплавленный металл, окалины падают на руку.
Даже в крагах это неприятно, нитки швов быстро перегорают, появляются дыры.
В таком случае выбирайте сварочный рукав с горелкой, оснащенной дополнительной защитой от брызг, как например у горелки А-1231-5Г3
Советы по эксплуатации и хранению
Чтобы сварочный рукав прослужил дольше, при эксплуатации важно соблюдать ряд простых правил:
- Не допускайте сильных перегибов. Во время сварки это усложнит подачу проволоки от барабана, скажется на качестве шва. При загибах можно окончательно повредить канал подачи, переломить шланг с газом. Без защитного газа шов станет пористым, непрочным. Допустимы сгибы рукава с радиусом 30 см и более. Лучше всего размещать шланг-пакет под прямым углом.
- Старайтесь не цепляться рукавом за острые углы, выступы. Они способны порезать защитную оболочку, газовый шланг, изоляцию силового провода.
- Если сварочный рукав полуавтомата попал в машинное масло, топливо, — сразу вытрите его сухой тряпкой. Эти вещества могут разъесть кожух.
- Не бросайте рукав под ногами. Другие сотрудники могут легко споткнуться об шланг-пакет, наступить, проехать по нему тележкой, уронить сверху тяжелый предмет.
- Хранить сварочный рукав лучше всего на аппарате, подвесив на специальные крючки, предусмотренные на тележке.
- Когда варите в потолочном или вертикальном положении шва, обращайте внимание, чтобы окалины и жидкий металл не стекал на рукав. При необходимости закройте рукав листом металла.
Сводная таблица соотношения режима сварки к материалу
Чтобы понять, какой сварочный рукав нужен для работы с определенными сварочными токами, рассмотрим их соотношение в таблице.
| 1.0-1.5 | 60-115 | 0.8-1.0 |
| 2.0-3.0 | 130-170 | 1.2 |
| 4.0-5.0 | 200-300 | 1.2-1.4 |
| 6.0 и выше | 300-400 | 1.6 |
При этом настраивается расход газа в пределах 6-11 литров в минуту, чтобы шов ложился без пор. Скорость подачи проволоки каждый сварщик устанавливает индивидуально в пределах 30-45 м/мин.
Слишком большая скорость приведет к уменьшению электрической дуги, проволока будет как бы прокалывать сварочную ванну.
Низкая скорость приведет к тому, что проволока будет плавиться далеко от места стыковки и сильно разбрызгиваться.
Хороший выбор сварочных рукавов для полуавтоматов рекомендуем посмотреть в каталоге горелок для полуавтоматов сварочных (MIG-MAG). В каталоге есть горелки с шланг-пакетами любых характеристик, описанных в статье. Но ходовые модели, популярные у сварщиков, быстро разбирают. Успейте купить ту, которая подойдет вам для конкретных задач.
Ответы на вопросы: как выбрать сварочный рукав для полуавтомата?
Можно ли удлинить сварочный рукав, если его длины не хватает?
Соединить два участка канала для подачи проволоки нельзя. Обжимное соединение (доращивание) кабеля питания в горелке создаст дополнительное сопротивление. Поэтому удлинить существующую горелку нельзя.
Под «удлинить» подразумевается замена горелки с рукавом на новую, более длинную. Максимальный размер шланг-пакета для полуавтомата составляет 5 м.
, но можно увеличить длину установив дополнительный механизм подачи и к нему подключить сварочную горелку.
С каким разъемом лучше купить горелку?
Разъем подбирается под конкретную модель полуавтомата. Выбирая аппарат для MIG сварки, изначально лучше отдавать предпочтение моделям с Euro разъемом. Когда сварочный рукав повредится, износится, подобрать под него горелку будет легче.
Можно ли установить в корпус полуавтомата Евроразъем, чтобы подключить соответствующую горелку?
Да, можно. Только это влечет за собой переделку аппарата, такую работу может осуществить специализированный центр Потребуется извлечь существующий разъем, отсоединить от него все коммуникации и встроить Euro.
Такую работу можно выполнить самостоятельно или заказать в сервисном центре.
Но изменение конструкции влечет потерю гарантии на полуавтомат, поэтому, если оборудование еще на гарантии, рекомендуем дождаться окончания гарантийного периода.
Будет ли греть в руку горелка с жидкостным охлаждением при сварке током 300-400 А?
Нет, не будет. В ней кабель, по которому течет рабочий ток, размещен внутри герметичного шланга с антифризом. Тепло забирается жидкостью непосредственно от кабеля и уносится в расширительный бак через радиатор. Руке комфортно, поскольку нагревается только сопло.
Что будет, если повредить канал с жидкостным охлаждением?
Такое бывает, когда на сварочный рукав роняют тяжелые металлические предметы с острыми гранями. Если оболочка канала разрезана, охлаждающая жидкость вытечет. В таком случае отключите циркуляцию антифриза, чтобы насос не нагнетал давление. Заменить трубку на герметичную можно без замены всего рукава (потребуется разборка шланг-пакета).
Почему в рукаве полуавтомата застревает проволока?
Не соответствует кабель канал, токосъемник диаметру проволоки. А так-же возможно попадание в кабель канал ….. Порой такое случается при забивании канала грязью. Для этого периодически нужно прочищать канал проволокой большего диаметра, чем той, что варят. Если это не помогло, канал меняют на новый (продается отдельно).
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Сварка алюминия полуавтоматом — особенности, требования к оборудованию, технология
?
tvin270584
June 1 2021, 09:39
Categories:
- Технологии
- Производство
- Cancel
Сварка алюминия полуавтоматом – это процесс, требующий не только наличия определенных навыков, но и знания особенностей данного материала, варить который достаточно непросто. В статье мастер сантехник расскажет, о правилах сварки алюминия полуавтоматом.
Алюминий — пожалуй самый капризный металл
Основная сложность соединения алюминиевых деталей при помощи сварки заключается в том, что на поверхности данного металла всегда присутствует тугоплавкая оксидная пленка, которую необходимо удалить. Если пренебречь этим требованием, то варить алюминий будет очень сложно, а полученное соединение будет обладать очень низким качеством.
Сварка алюминия полуавтоматом или с использованием любого другого оборудования осложнена еще и тем, что данный металл отличается очень высокой теплопроводностью и невысокой температурой плавления. Именно из-за этого заготовки из алюминия при сварке часто прожигаются и деформируются.
Чем отличается сварка алюминия полуавтоматом от аргонодугового (TIG) метода
Основных отличий всего несколько:
- Главное отличие этих двух методов заключается в типе используемого электрода. Для аргонодуговой сварки используются электроды из тугоплавкого вольфрама, а при MIG-сварке применяется алюминиевая проволока.
- Кроме того, аргонодуговой метод предназначен лишь для ручной сварки.
- Аргонодуговой сваркой завариваются более ответственные участки из-за более высокой прочности соединения.
- Сварка вольфрамовым электродом (TIG) требует больше денежных затрат на расходные материалы (комплектующие).
Преимущества сварки алюминия полуавтоматомУ сварки алюминия полуавтоматом есть несомненные преимущества, а также некоторые особенности. К ним относятся:
- Высокая производительность. По сравнению с аргонодуговой сваркой скорость возрастает в три раза.
- Простота. Этот метод значительно проще, чем аргонодуговой, им легко может овладеть даже любитель.
Требования к оборудованию и расходным материалам
Чтобы окончательно разобраться с вопросом, можно ли полуавтоматом варить алюминий, необходимо четко уяснить дополнительные требования к используемому оборудованию и расходным материалам:
- Ток должен иметь обязательно обратную полярность, потому что в таком случае оксидная пленка не разрушается.
- Механизм подачи проволоки должен иметь четыре ролика, так как мягкий алюминий легко сминается при возникновении сопротивления в момент подачи. Важно, чтобы ролик был U-образный, гладкий и без насечек.
- Диаметр проволоки должен быть меньше, чем у наконечника, так как при нагреве алюминий расширяется сильнее, чем сталь.
- Желательно использовать чистый аргон в качестве инертного газа, так как в этом случае обеспечивается максимальное качество сварного шва.
- Сварочная горелка должна иметь специальный тефлоновый рукав для того, чтобы уменьшить трение алюминиевой проволоки.
- Сварка MIG/MAG алюминиевых сплавов рекомендуется на толщинах более 3мм и важно использовать формирующую подкладку с канавкой.
Как правильно выбрать полуавтомат для сварки алюминия
На выбор полуавтомата для сварки может повлиять ряд факторов:
- В каких условиях будет происходить работы, возможности и тип электросети (220-380 В). Например, устройство будет использоваться для частных нужд или бизнеса (кузовные работы и т. д.). Для каждого конкретного случая требуется свое постоянное напряжение сети;
- Жесткие требования к качеству шва. Для мелкого ремонта: конструкции общего назначения (ворота, декоративные элементы интерьера квартиры, калитки) подойдет бытовой вариант полуавтомата, но если предполагается использовать агрегат для сварки ответственных конструкций (водопровод, газовые трубы, отдельные элементы торговых павильонов) потребуется профессиональный аппарат;
- Требуемая толщина, длина шва;
- Вид материалов, с которыми предстоит работать. Для работы по алюминию потребуется агрегат с возможностью подсоединения баллона с инертным газом (аргоном).
Все варианты можно условно разбить на такие основные группы:
- Бюджетные;
- Среднего класса;
- Среднего класса с импульсным режимом;
- Промышленные модели с импульсным режимом.
Бюджетные полуавтоматы
Эти модели прекрасно подходят для использования в быту. Они отличаются компактными размерами, небольшим весом и способны работать от обычной сети напряжением в 220 Вольт. Если вы намерены заниматься сварочными работами периодически, для собственных нужд, их возможностей будет вполне достаточно.
Примерами моделей этой группы могут служить Сварог EASY MIG 160 или Сварог PRO MIG 160. Вторая модель может работать в двух- и четырех тактовом режиме и обеспечивает форсаж дуги.
Полуавтоматы среднего класса
Обладают более выдающимися техническими характеристиками (большим током, плавностью регулирования тока и скорости подачи проволоки). Но они, как и бюджетные модели, нуждаются в некоторых корректировках – настройке горелки и замене роликов.
Среди прочих моделей можно отметить финский KEMMPI MinarcMIG EVO 200 и американский Lincoln Electric Speedtec 200C.
Полуавтоматы среднего класса с импульсным режимом
Представляют собой многофункциональные устройства со множеством встроенных программ сварки. Наличие импульсного режима обеспечивает высочайшее качество сварного шва, а надежные комплектующие гарантируют длительность использования.
Прекрасными образцами моделей этой группы являются Helvi TP 220 и EWM Picomig 180 Puls.
Промышленные модели с импульсным режимом
Работают от напряжения 380 В, оснащены системой жидкостного охлаждения. Обеспечивают максимальную производительность труда во время сварки при высоком качестве шва. Просты в управлении и разработаны на основе новейших технологий.
Достойными представителями этой группы являются EWM Phoenix 501 Puls и EWM Phoenix 401.
Подготовка к сварке
Любая работа начинается с подготовки, пренебрегать этим моментом не стоит. Если предполагается вести работу с толстыми деталями, то сначала требуется зашкурить свариваемые поверхности.
При сварке небольших элементов, их можно зачистить металлической щеткой (иногда поставляется в комплекте) или наждачной бумагой с фракцией Р25-40 (для тканевых основ), Р120-240 (для бумажной основы).
Обозначение зависит от завода изготовителя, в примере приведены обозначения отечественного производителя.
После шлифовки необходимо ликвидировать налет, убрать оксидную пленку и обезжирить материал с помощью ацетона или другого похожего по составу вещества. Кроме этого, может потребоваться расшивка кромок, если толщина заготовки более 5 мм. Это необходимо для того, чтобы обеспечить максимальную глубину проварки, так как некоторые свойства материала ухудшают этот показатель.
Чтобы улучшить и усилить соединение конструкции, края деталей желательно зашлифовать или обрезать под углом в 30-45 градусов (зависит от толщины). Далее полученные после обработки края можно обработать флюсом, чтобы обеспечить дополнительную защиту, а также избежать образования оксидной плёнки.
После того, как проведены подготовительные работы, можно приступать к сварке.
Технология сварки алюминия
В процессе работы следует наблюдать за расположением горелки относительно свариваемой поверхности. Рекомендуемый угол наклона составляет 10-15 градусов. Газ начинает подаваться за 5-7 секунд до начала сварочных работ, отключение происходит через аналогичный промежуток времени. Это необходимо для того, чтобы газ успел подготовить оптимальный для сварки микроклимат.
Движение горелки должно осуществляться только вдоль шва. Поперечное движение может привести к хрупкости свариваемой поверхности.
- При сварке вертикальных швов предпочтительнее использовать сварку на подъем для лучшей газовой защиты.
- При завершении сварочного шва на конце может появиться небольшой кратер, чтобы его заплавить требуется понизить сварочный ток за 1-1,5 см до конца шва.
- Видео
- В сюжете — Сварка алюминия полуавтоматом
В сюжете — Для начинающих сварщиков сварка алюминия полуавтоматом
В сюжете — Как настроить полуавтомат под сварку алюминия
В продолжение темы посмотрите также наш обзор Как правильно вести электрод во время сварки
Источник
https://santekhnik-moskva.blogspot.com/2021/06/Svarka-alyuminiya-poluavtomatom.html
Рукава для сварочного полуавтомата в Москве
Сварочный аппарат INVERMIG 205 позволяет производить сварку постоянным током, используя инверторную технологию преобразования и управления сварочным током. На данный момент эта технология является передовой и позволяет существенно уменьшить габариты и вес по сравнению с…
Рукав для полуавтомата сварочного
Модернизация сварочного рукава полуавтомата
Рукав резиновый кислородный предназначен для подвода газа к аппаратуре для газопламенной обработки материалов. Рукав изготовлен из вулканизированной резины с двумя тканевыми прокладками. Рассчитаны для работы при температуре окружающего воздуха от +50 до -35 град.С. Рук…
Полуавтоматическая сварка (MIG/MAG), тип аппарата: выпрямитель, тип тока: постоянный, мощность: 3.50 кВт, диаметр проволоки, max: 0.90 мм, вес: 16 кг, класс изоляции: H
Предназначен для полуавтоматической сварки в среде защитных газов сварочной проволокой и дополнительно обеспечивает возможность ручной дуговой сварки покрытыми электродам. Используестя для сварки в любых положениях труб и листов из нержавеющей, углеродистой, легированно…
Рукав ацетиленовый GCE Ацетилен ACE, Красный, длина бухты 50 м, внутр. диаметр 6,3 мм . Ацетилен ACE, красный, длина бухты 50 м, внутр. диаметр 6,3 мм. Артикул RH014000-050. Минимальный заказ 50
Рукав резиновый кислородный предназначен для подвода газа к аппаратуре для газопламенной обработки материалов. Рукав изготовлен из вулканизированной резины с двумя тканевыми прокладками. Рукава рассчитаны для работы при температуре окружающего воздуха от +50 до -35 град…
Предназначен для сварки низкоуглеродистых и нержавеющих сталей, алюминия и его сплавов проволокой сплошного сечения в среде защитных газов, низкоуглеродистых сталей порошковой проволокой без использования защитного газа, сварки покрытыми электродами в режиме ММА различн…
Предназначен для полуавтоматической сварки в среде защитных газов сварочной проволокой и дополнительно обеспечивает возможность ручной дуговой сварки покрытыми электродам. Используестя для сварки в любых положениях труб и листов из нержавеющей, углеродистой, легированно…
Рукав кислородный (синий) — 10 метров: ф.6,3 мм., 3 класс, 2,0 МПа, ГОСТ 9356-75. Рукав с двух сторон укомплектован гайками вход/выход М16х1,5 Рукав ацетиленовый/пропановый (красный) -10 метров: ф.6,3 мм., 1 класс, 0,63 МПа, ГОСТ 9356-75. Рукав с двух сторон укомплектов…
Надёжный высокопроизводительный сварочный инвертор Fubag IRMIG 160 идеально подходит для проведения сварочных работ на производстве, стройке и в автомастерской. Аппарат позволяет проводить сварку в режимах MIG/MAG и ММА, оснащён евроразъёмом для быстрого и безопасного п…
Ручная дуговая сварка (MMA), тип аппарата: инвертор, дополнительные функции: антиприлипание, горячий старт, форсаж дуги, мощность: 8.10 кВт, диаметр электрода, max: 5 мм, вес: 4.50 кг, Сварочный ток (MMA), max: 220 А
Наконечник – расходная часть MIG/MAG горелки, которая обеспечивает токосъём в процессе сварки, поэтому наконечники, так же называют контактными. Кроме того, через наконечник в процессе сварки подаётся проволока. Для оптимальной работы и идеального контакта необходимо, ч…