На сегодняшний день газовая резка является наиболее популярным методом, благодаря отсутствию строгих требований к месту проведения работы и простоте выполнения операций. В этой статье вы узнаете об особенностях технологии, достоинствах и недостатках этого способа, принципе работы оборудования и его видах.
Газовая резка металла — технология, которая на сегодняшний день используется широко, поскольку предполагает простоту выполнения операции, не требует дополнительных источников энергии и сложного оборудования.
Именно эти методом пользуются специалисты в ремонтных, строительных и сельскохозяйственных работах. Практически все устройства, предназначенные для резки металла газом, мобильны, их легко транспортировать и использовать в другом месте.
Технология резки металла газом
Сущность процесса кислородной резки заключается в следующем. Нагреватель разогревает металл в среднем до температуры в 1100 градусов С. Затем в рабочую зону подается струя кислорода. Поток, соприкасаясь с нагретым металлом, воспламеняется.
Горящая струя легко разрезает металлический лист, при условии постоянной и стабильной подачи газа.
У металла температура горения должна быть меньше, нежели температура плавления. В противном случае расплавленные, но не сгоревшие массы сложно удалить из рабочей зоны.
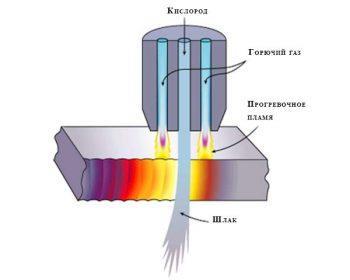
Таким образом, операция резки выполняется за счет сгорания материала в струе газа. Основным модулем инструмента газовой резки является резак. Он обеспечивает точную дозировку смешивание газов или паров жидкого топлива с кислородными массами в газовоздушную смесь.
Также резак обеспечивает воспламенение получаемой смеси, и отдельную подачу кислорода к рабочему месту.
Резка газом относится к термическим способам обработки металла. Ее преимущества в том, что можно работать с материалом любой толщины, причем с высокой производительностью. Объемы ежедневной выработки сварщика может измеряться тоннами.
Специалисты отмечают достоинства данной технологии в том, что газоплазменная резка полностью автономна и не зависит от наличия/отсутствия источников питания. Поскольку сварщик нередко должен вести работы в полевых условиях или у него нет возможности подключиться к источнику питания на конкретном объекте.
Ручная газокислородная резка металла доступна для работы с широким спектром материалов, за исключением латуни, нержавеющей стали, меди и алюминия.
Виды резки металла газом
Газорезка различных металлов классифицируется на несколько методов, в зависимости от используемых газов и некоторых других особенностей. Каждый из способов оптимален для выполнения тех или иных задач.
Например, если есть возможность подключения к сети, то можно воспользоваться кислородно электрической дуговой резкой, или при работе с низкоуглеродистыми сталями лучше использовать газовоздушную смесь с пропаном. Наиболее востребованы на практике следующие методы:
- Резка пропаном. Резка металла пропаном и кислородом один из наиболее популярных способов работы, но она имеет некоторые ограничения. Операция выполнима для титановых сплавов, низкоуглеродистых и низколегированных сталей.Если содержание углерода или легирующего компонента в материале превышает 1%, необходимо искать другие способы кислородной эффективной резки металла. Этот метод предусматривает использование и других газов: метан, ацетилен, пропан и некоторые другие.
- Воздушно-дуговая резка. Кислородно электрическая дуговая резка является весьма эффективным методом. Металл расплавляется с помощью электрической дуги, а удаление остатков выполняет воздушная струя.Кислородно электрическая дуговая резка предполагает подачу газа непосредственно вдоль электрода. Недостатком данного способа являются неглубокие резы. Зато их ширина при выполнении работы кислородно электрической дуговой сварки может быть любая.

ПОСМОТРЕТЬ Газовый резак на AliExpress →
- Кислородно-флюсовая резка. Особенностью кислородно флюсовой металлической резки является подача в рабочую зону дополнительного компонента. Это флюс, имеющий порошкообразную форму.Этот компонент обеспечивает большую податливость материала во время проведения кислородно флюсовой металлической резки.Метод используется для разрезания материалов, образующих твердоплавкие окислы. Использование метода кислородно флюсовой металлической резки позволяет создать дополнительный тепловой эффект.
Так режущая струя выполняет операцию эффективно. Кислородно флюсовая металлическая резка применима для чугуна, легированных сталей, алюминия, меди и медных сплавов, зашлакованных металлов и железобетона. - Копьевая резка. Кислородно копьевая металлическая резка используется для разделки габаритных массивов стали, технологических производственных отходов и аварийных скрапов.Ее особенность в том, что скорость выполнения операции значительно увеличивается.Технология кислородной резки в этом случае заключается в использовании высокоэнергетичной струи, что снижает расход стальных копьев. Высокая скорость обеспечивается за счет полного и более быстрого сгорания металла.
Расход газа при резке металла
 Расход газа при резке металла
Расход газа при резке металла
Расход газа к объемам резки зависит в первую очередь от выбранного метода проведения операции. Например, воздушно дуговая эффективная резка металла предполагает большее использование газа, нежели кислородно флюсовая металлическая резка. Также расход зависит от таких параметров:
- опытность сварщика, новичок затратит больший объем на метр, нежели мастер;
- целостность и технологические параметры используемого оборудования;
- марка металла, с которым предстоит работа, и его толщина;
- ширина и глубина выполняемого реза.
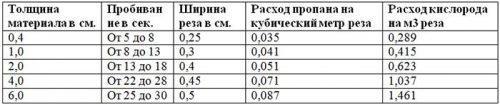
Ниже представлена таблица, если для резки металла используется пропан:
Преимущества и недостатки технологии
Резка металла кислородом характеризуется следующими преимуществами:
- возможность разрезания листов и изделий значительной толщины;
- рез можно выполнять любой степени сложности;
- возможность поверхностной обработки материала;
- оптимальное соотношение стоимость работы и ее качества;
- достаточно быстрый способ и универсальный.
Среди недостатков следует отметить:
если у специалиста небольшой опыт работы, ему не следует браться за точные операции, поскольку для выполнения необходимы навыки и знания;
- метод не безопасен, поскольку возможен взрыв газовоздушной смеси;
- термическому воздействию подвергается значительный участок;
- низкая точность резания.
Деформация материала при резке газом
Поскольку резка металла газом предполагает термическое воздействие на материал, деформация является естественным последствием операции. Неравномерный нагрев и охлаждение могут измерить форму заготовки. Но существуют несколько способов устранения этого дефекта:
- использование отпуска или обжига;
- правка листовой стали на вальцах, после этого материал становится более стабильным;
- чтобы избежать коробления, можно закрепить изделие перед операцией;
- выполнять операцию на максимально допустимой скорости и другие.

ПОСМОТРЕТЬ Газовый резак на AliExpress →
Обратный удар при резке газом
При работе с газовым резаком существует возможность обратного удара. В этом случае газовый поток начинает гореть в обратном направлении, причем скорость процесса выше, нежели скорость истечения газа. Это эффект способен вывести из строя оборудование, взрыв баллонов или редуктора.
Также существуют риски нанесения значительного ущерба здоровью сварщика и других людей, находящихся поблизости. Эффективным решением данных опасностей будет установка клапана.
Еще некоторые особенности резания металла газом вы можете посмотреть на видео:
Если у вас есть информация по данной теме, интересные факты или советы по использованию этой технологии, предлагаем вам поделиться ими в блоке комментариев.
Основные сведения о технике кислородной резки
При выполнении разделительной кислородной резки необходимо учитывать требования, предъявляемые к точности резки и качеству поверхности реза. Большое влияние на качество реза и производительность резки оказывает подготовка металла под резку.
Перед началом резки листы подают на рабочее место и укладывают на подкладки так, чтобы обеспечить беспрепятственное удаление шлаков из зоны реза. Зазор между полом и нижним листом должен быть не менее 100-150 мм. Поверхность металла перед резкой должна быть очищена.
На практике окалину, ржавчину, краску и другие загрязнения удаляют с поверхности металла нагревом зоны резки газовым пламенем с последующей зачисткой стальной щеткой. Вырезаемые детали размечают металлической линейкой, чертилкой и мелом.
Часто разрезаемый лист подают к рабочему месту резчика уже размеченным.
Перед началом кислородной резки газорезчик должен установить необходимое давление газов на ацетиленовом и кислородном редукторах, подобрать нужные номера наружного и внутреннего мундштуков в зависимости от вида и толщины разрезаемого металла.
Процесс кислородной резки начинают с нагрева металла в начале реза до температуры воспламенения металла в кислороде. Затем пускают режущий кислород (происходит непрерывное окисление металла по всей толщине) и перемещают резак по линии реза.
Основными параметрами режима кислородной резки являются: мощность подогревающего пламени, давление режущего кислорода и скорость резки.
Мощность подогревающего пламени характеризуется расходом горючего газа в единицу времени и зависит от толщины разрезаемого металла. Она должна обеспечивать быстрый подогрев металла в начале резки до температуры воспламенения и необходимый нагрев его в процессе резки.
Для резки металла толщиной до 300 мм применяют нормальное пламя. При резке металла больших толщин лучшие результаты получают при использовании пламени с избытком горючего (науглероживающее пламя).
При этом длина видимого факела пламени (пои закрытом вентиле кислорода) должна быть больше толщины разрезаемого металла.
Выбор давления режущего кислорода зависит от толщины разрезаемого металла, размера режущего сопла и. чистоты кислорода. При увеличении давлении кислорода увеличивается его расход.
Чем чище кислород, тем меньше его расход на 1 пог. м реза. Абсолютная величина давления кислорода зависит от конструкции резака и мундштуков, величин сопротивлений в кислородоподводящей арматуре и коммуникациях.
Скорость перемещения резака должна соответствовать скорости горения металла. От скорости резки зависят устойчивость процесса и качество вырезаемых деталей. Малая скорость приводит к оплавлению разрезаемых кромок, а большая — к появлению непрорезанных до конца участков реза.
Скорость резки зависит от толщины и свойств участков реза. Скорость резки зависит от толщины и свойств разрезаемого металла. При резке сталей малых толщин (до 20 мм) скорость резки зависит от мощности подогревающего пламени.
Например, при резке стали толщиной 5 мм около 35% тепла поступает от подогревающего пламени.
а — скорость резки мала, б — оптимальная скорость, в — скорость велика
Рисунок 1 — Характер выброса шлака
На скорость кислородной резки влияет также метод резки (ручной или машинный), форма линии реза (прямолинейная или фигурная) и вид резки (заготовительная или чистовая).
Поэтому допустимые скорости резки определяют опытным путем в зависимости от толщины металла, вида и метода резки.
При правильно выбранной скорости резки отставание линии реза не должно превышать 10-15% толщины разрезаемого металла.
На рисунке 1 схематически показан характер выброса шлака из разреза. Если скорость кислородной резки мала, то наблюдается отклонение пучка искр в направлении резки (рис. 1, а).
При завышенной скорости резки отклонение пучка искр происходит в сторону, обратную направлению резки (рис. 1, в).
Скорость перемещения резака считают нормальной, если пучок искр будет выходить почти параллельно кислородной струе (рис. 1, б).
Ширина и чистота реза зависят от способа резки. Машинная резка дает более чистые кромки и меньшую ширину реза, чем ручная. Чем больше толщина разрезаемого металла, тем больше шероховатость кромок и ширина реза. В зависимости от толщины металла ориентировочная ширина реза составляет:
| Толщина металла, мм | 5-15 | 15-30 | 30-60 | 60-100 | 100-150 |
| Ширина реза, мм | 2-2,5 | 2,5-3,0 | 3,0-3,5 | 3,5-4,5 | 4,5-5,5 |
В начале кислородной резки мундштук располагают перпендикулярно поверхности металла или с небольшим наклоном (5-10°) в сторону, обратную направлению резки.
По мере углубления в массу металла ослабевает действие подогревающего пламени, уменьшается скорость кислородной струи, поэтому при резке происходит отставание режущей струи (рис. 2).
Отставание увеличивается с увеличением скорости резки, отставание можно компенсировать наклоном мундштука вперед по направлению движения.
Рисунок 2 — Отставание режущей струи
Технология кислородной резки
На ширину реза и чистоту его поверхности оказывают влияние толщина металла и способ резки (табл. 28). В зависимости от толщины δ металла ширина реза определяется приблизительно по формуле
b= 2 + 0,03δ.
Чем толще металл, тем менее чистой получается поверхность реза (больше неровностей). При прочих равных условиях машинная резка обеспечивает получение реза меньшей ширины и с более чистой поверхностью, чем при ручной разрезке.
Следует также учитывать, что на выходной стороне ширина реза на 10-50% больше ширины на входе. Скорость резки (перемещения резака) должна соответствовать скорости выгорания металла в полости реза.
Малая скорость перемещения резака вызывает оплавление кромок, а большая не обеспечивает сквозного прорезания металла. На скорость резки оказывает большое влияние чистота кислорода.
Ориентировочные технические скорости машинной резки в зависимости от толщины металла и вида операции приведены в табл. 29. Скоростная машинная резка позволяет повысить указанные скорости в 2-3 раза.
Таблица 28. Примерные значения ширины реза и чистота его поверхности (размеры в мм)
| 5-25 | 25-50 | 50-100 | 100-200 | 200-300 | |
| Средняя ширина |
|
|
|
|
|
| Величина отдельных гребешков и выхватов |
|
|
|
|
|
- * В числителе при ручной резке, в знаменателе — при машинной.
- Таблица 29. Ориентировочно-технические скорости в мм/мин машинной газовой резки
-
5 10 20 30 50 80 100 150 200 250 300 Заготовительная 730 670 570 500 400 310 270 200 160 140 120 прямолинейная 660 600 520 450 360 280 240 180 150 120 110 Вырезка фасонных деталей с припуском 590 540 460 400 320 250 210 160 130 110 90 Прямолинейная 510 470 400 350 280 220 190 140 110 100 80 Фасонная чистовая 440 400 340 300 240 190 160 120 100 80 70
Примечание. Приведенные скорости действительны при резке кислородом чистотой 98,5 — 99%.
Кислородная резка металлов
Подробности Подробности Опубликовано 27.05.2012 13:42 Просмотров: 16448
- В промышленности применяются следующие виды кислородной резки: разделительная (лист разрезается на две или большее число частей); поверхностная (удаляется поверхностный слой металла в виде канавок) и копьевая (в металле прожигается глубокое отверстие) .
- Сущность процесса и основные условия кислородной резки
- Процесс кислородной резки основан на способности металла сгорать в струе технически чистого кислорода и состоит из подогрева металла до температуры воспламенения его в струе технически чистого кислорода, горения металла и выдувания струей кислорода окислов и частиц расплавившегося металла.
- Температура нагрева участка металла, расположенного в начале намечаемой линии реза, зависит от массы (толщины) и главным образом от состава разрезаемого металла.
- Чем больше масса и чем больше легирующих примесей, тем выше температура нагрева, а именно: для углеродистой стали—1200° С, а для легированной—1300° С.
Горение металла заключается в том, что на нагретое место направляется струя режущего кислорода. Кислород энергично окисляет верхние слои металла, которые при сгорании выделяют значительное количество тепла и нагревают до воспламенения в кислороде нижележащие слои металла. Интенсивность окисления увеличивается с увеличением чистоты кислорода и с повышением температуры.
Количество тепла, выделяющегося при резке от сгорания железа в кислороде, иногда в 3—5 раз превышает количество тепла, сообщаемого подогревательным пламенем резака. Однако выключать подогревательное пламя нельзя, так как при отсутствии подогревательного пламени струя кислорода встречает холодную поверхность металла и не воспламеняет ее, в результате чего резка прекращается.
Выдувание получаемых окислов (шлаков) начинается одновременно с окислением металла. Если шлаки не будут удаляться, то процесс резки прекратится, так как шлаки изолируют нижележащие слои металла от контакта с кислородом.
При установившемся процессе резки все три стадии протекают одновременно.
Газовой резке могут подвергаться не все металлы, а только те из них, которые удовлетворяют следующим основным требованиям.
1. Температура воспламенения металла должна быть ниже температуры его плавления. Если температура плавления ниже температуры воспламенения, то металл будет выплавляться, а не сгорать.
Так, например, у меди, латуни, алюминия и его сплавов и чугуна температура воспламенения выше температуры плавления и поэтому эти металлы не могут резаться кислородом обычным способом.
При пуске режущей струи кислорода расплавленные частицы этих металлов будут выдуваться из места реза, не сгорая в кислороде, а кромки разрезаемого изделия покроются слоем тугоплавких окислов этих металлов.
2. Температура плавления окислов металла, образующихся при резке, должна быть ниже температуры плавления самого металла и температуры, которая развивается в процессе резки металла.
При этом условии окислы будут легко выдуваться из места реза в жидком виде.
Если металл не удовлетворяет этому требованию, то кислородная резка его без применения специальных флюсов невозможна, потому что образующиеся окислы не будут находиться в жидком состоянии и не смогут быть удалены из места реза.
3. Образующиеся окислы должны быть жидкотекучими, так как в (противном случае шлак при резке будет плохо выдуваться.
Резка затрудняется, если образуется значительное количество газообразных продуктов сгорания, поскольку при этом уменьшается чистота режущей струи кислорода и снижается тем самым интенсивность окисления металла.
4. Количество тепла, развивающегося в процессе сгорания металла, должно быть возможно большим, чтобы легко осуществлялся подогрев металла до температуры воспламенения.
5. Теплопроводность металла должна быть возможно меньшей, так как в противном случае трудно подогреть металл до температуры воспламенения.
6. В металле не должно быть примесей, ухудшающих процесс резки.
Из всех металлов, применяемых в технике, перечисленным требованиям больше всего удовлетворяет сталь.
Влияние примесей в стали на резку ее кислородом. В зависимости от химического состава стали режутся по-разному. Хорошо режутся стали с содержанием углерода до 0,3%.
При содержании углерода выше 0,3% резка не ухудшается, но сталь приобретает склонность к закалке и образованию трещин при резке, а поэтому требует предварительного подогрева.
При содержании углерода свыше 0,7% процесс резки ухудшается и при содержании его 1—1,2% делается невозможным, так как при увеличении содержания углерода встали температура воспламенения ее повышается, а температура плавления падает.
Марганец при содержании его в стали до 4%на процесс резки заметного влияния не оказывает. При большем содержании марганца процесс резки затрудняется. При резке сталей с содержанием марганца более 0,8% и углерода более 0,3%, во избежание получения закалочных трещин, разрезаемый металл перед резкой рекомендуется подогревать.
При содержании в стали кремния до 4% и углерода до 0,2% процесс кислородной резки протекает нормально. При более высоком содержании кремния резка затрудняется в связи с образованием тугоплавкого окисла кремния, повышающего вязкость шлака.
Никель при содержании его в стали до 3—4% и одновременном содержании углерода в стали до 0,5% резки не затрудняет. При более высоком содержании углерода в никелевых сталях резка сильно затрудняется.
Хром затрудняет резку, так как образует тугоплавкие окислы, Кислородной резке поддаются стали, содержащие не более 1,5% хрома. При содержании хрома от 1,5 до 5% возможна резка с предварительным подогревом. Высоколегированные хромистые и хромоникелевые нержавеющие стали можно -резать только с помощью кислородно-флюсовой резки.
Молибден при содержании в стали до 0,5% на процесс резки не влияет.
Сера и фосфор в тех количествах, в которых они содержатся в стали, на процесс резки не влияют.
Кислородная резка почти не оказывает влияния на свойства малоуглеродистых сталей вблизи места реза. При резке сталей с повышенным содержанием углерода, марганца, хрома и молибдена кромки реза подвергаются закалке, становятся более твердыми, возможно появление трещин, особенно если сталь при этом имеет значительную толщину и резка ведется по сложному замкнутому контуру.
Закалка может быть уменьшена применением горючих газов, не содержащих углерод (например, водорода), или подогревательного пламени с избытком кислорода.
Углеродистые стали с содержанием углерода более 0,35% и низколегированные с содержанием углерода более 0,2% могут закаливаться и и зоне термического воздействия резки.
При резке таких сталей необходимо применять предварительный подогрев металла либо снижать скорость охлаждения посредством дополнительного источника нагрева, перемещаемого позади основного резака.
Качество реза при этом получается удовлетворительным.
Газокислородная резка металла
Газокислородная резка металла – это процесс основанный на интенсивном окислении металла в струе кислорода и удаление давлением струи окислов с зоны реза. В процессе резки нагрев металла происходит до температуры его плавления.
Кислород выступает в качестве окислителя. Вступая в реакцию с нагретым металлом, кислород вызывает его окисление и немедленное выгорание. Расплавленные окислы металлы выдуваются из зоны реза.
Для выполнения данного вида работ необходимо иметь следующее оборудование:
Газокислородный резак.
Резак для газовой резки является самым главным оборудованием для разрезания металлов. На сегодняшний день большинство резаков являются инжекторными. Они способны разрезать метал толщиной до 300 мм. По устройству резак похож на газовую горелку.
Но в отличии от неё, имеет дополнительную трубку для подачи кислорода в инжекторную камеру. В этой камере происходит смешивание кислорода с горючим газом. Также для кислорода на резаке предусмотрен дополнительный вентиль.
Он служит для регулировки подаваемого кислорода.
Баллон с горючим газом.
В качестве горючего газа для резки металлов применяют пропан. Можно применять ацетилен, но для порезки это сильно дорого. Пропан имеет температуру горения ниже, чем ацетилен, но его всё равно достаточно для прорезки конструкционных сталей.
Баллон с кислородом.
Хранит кислород в газообразном состоянии.
Редуктор.
Служит для понижения величины давления кислорода или горючего газа. Устанавливается на баллон вместе с манометром и служит для регулировки давления газа при газовой резке. Для кислорода свой редуктор, для горючего газа – свой. Перепутать их невозможно поставив не на тот баллон, так как они имеют разную резьбу.
Манометр давления.
Устанавливается на редуктор. Манометр служит для контроля регулируемого давления кислорода или горючего газа.
Рукава
Рукава для газовой резки, представляют собой резиновые шланги из плотной резины. Нельзя ставить на кислород рукава для горючего газа, так как они рассчитаны под разное рабочее давление. Так же имеют разную резьбу.
Предохранительные затворы.
Служит для защиты сварочных рукавов, а также защищает баллоны от обратного удара. Не даёт пламени пройти через рукава и попасть внутрь баллона. Устанавливается между баллоном и резаком на каждый рукав.
Технология газовой резки металла
Под технологией газовой резки, подразумевается комплекс последовательных действий, к которым относится:
Подготовка поверхности металла к порезке.
Перед тем как приступить к процессу резки, следует выполнить зачистку поверхности разрезаемого металла. Необходимо удалить окалину, ржавчину и других загрязнения. Зачистить поверхность можно металлической щёткой. Ширина зачистки участка в месте реза около 30-50 мм.
Порядок зажигания резака.
Все вентили на резаке должны быть закрыты. С начало необходимо открыть вентиль с кислородом. Следом открывается вентиль горючего газа. На расстоянии от мундштука подносится зажженное пламя.
Будьте осторожны. В момент зажигание, пламя резака уже насыщенно кислородом и сразу будет иметь высокую температуру. Берегите пальцы.
Отрегулируйте пламя с помощью двух вентилей на резаке.
Начало резки.
Для начала необходимо прогреть пламенем резака поверхность разрезаемого металла. Подогрев производить до оплавления поверхностного слоя металла. Резак держать вертикально относительно поверхности металла. При большой толщине металла (свыше 50 мм), мундштук резак можно направить под угол 10-15º относительно металла. Это улучшит прогрев металла.
Расстояние от сопла до металла.
Для качественной резки, прежде всего необходимо, чтобы ядро пламени находилось на расстоянии 2-3 мм от поверхности металла. В процессе резке рекомендуется на протяжении всего процесса выдерживать это расстояние.
Для выполнения прямолинейных резов есть возможность использование дополнительных тележек прикрепляемых к резаку.
Для резки толстолистового проката толщиной свыше 80 мм расстояние от мундштука до металла необходимо увеличивать в двое.
Положение резака при резке.
При резке металла толщиной до 50 мм резак необходимо держать под углом 20-30º в сторону, обратную движению.
Скорость резки.
Соблюдение оптимального режима скорости очень важно. При маленькой скорости резки происходит интенсивное оплавление кромок разрезаемого металла. Большая скорость приведёт к не полному прорезанию поверхности металла.
В таблице ниже будут приведены приблизительные данные по скорости резки слали в мм/мин:
| Толщина разрезаемой стали в мм | |||||||||
| 5 | 10 | 20 | 30 | 50 | 80 | 100 | 150 | 200 | 250 |
| 660 — 730 | 600 — 670 | 520 — 570 | 450 — 500 | 360 — 400 | 280 — 310 | 240 — 270 | 180 — 200 | 150 — 160 | 120 — 140 |
Расход горючего газа
Расход горючего газа напрямую зависит от толщины разрезаемого металла. Другими словами, чем толще метал, тем естественно больше расход газа.
В таблице ниже будут приведены приблизительные данные по расходу горючего газа:
| Вид газа и его расход м3/час | Толщина разрезаемой стали в мм | ||||||
| 5 | 25 | 50 | 100 | 200 | 250 | 300 | |
| Ацетилен | 0,8 | 0,9 | 1,0 | 1,0 | 1,1 | 1,1 | 1,2 |
| Пропан | 0,8 | 1,1 | 1,2 | 1,4 | 1,6 | 1,8 | 1,9 |
Давление газа при газовой резке и расход кислорода
В таблице ниже будут приведены данные по давлению режущего кислорода:
| Толщина разрезаемой стали в мм | |||||||
| 5 | 10 | 25 | 50 | 100 | 200 | 250 | 300 |
| 3 — 3,5 | 4 — 4,5 | 4 — 4,5 | 6 — 7 | 8 — 11 | 10 — 11 | 10 — 12 | 12 — 14 |
В таблице ниже будут приведены данные по расходу кислорода при газовой резке металла:
| Толщина разрезаемой стали в мм | |||||
| 2 | 25 | 50 | 100 | 200 | 300 |
| 2,6 — 3,0 | 4,5 — 5,0 | 7,5 — 8,5 | 13,0 — 18,0 | 28,0 — 32,0 | 38,0 — 40,0 |
При окончании работы.
Закрывается резак в обратной последовательности. Прежде всего, необходимо перекрыть подачу кислорода, а только затем перекрывается горючий газ.
Основные условия газокислородной резки
Не все металлы поддаются кислородной резке. Вот необходимые условия без которых не сможет произойти процесс газокислородной резки:
- Температура плавления металла должна быть выше, чем температура его воспламенения в кислороде. Что такое температура воспламенения? Температура воспламенения – это температура нагрева, при которой металл начинает окисляться.
- Температура плавления окислов металла должна быть ниже, чем температура плавления самого металла. Иначе окислы не дадут металлу окислиться. Самым известным таким металлом является алюминий. Температура плавление его окисной плёнки около 2050º С, что выше температуры кислородного пламени.
В таблице ниже будут приведены температуры плавления различных металлов:
| Наименование металла | Температура плавления в ºС |
| Железо | 1535 |
| Малоуглеродистая сталь | 1500 |
| Высокоуглеродистая сталь | 1400 |
| Серый чугун | 1200 |
| АлюминийОкись алюминия | 6572050 |
| ЦинкОкись цинка | 4191800 |
| Медь | 1080 |
| Латунь | 900 |
- Температура выделяемая при сгорании металла должна обеспечивать непрерывный процесс резки.
- Разрезаемый металл не должен иметь слишком большую теплопроводность. Иначе тепло выделяемое для нагрева металла будет отводиться от зоны реза. Такие металлы: алюминий и медь.
- Окислы образуемые в процессе резки должны свободно выдуваться с зоны реза.
- Химические элементы, находящиеся в металле не должны затруднять резанье и способствовать закалке металла.
Техника безопасности при газовой резки стали
Процесс резки стали сопровождается рядом опасных факторов: возгорание, взрыв и т.д. Следует придерживаться следующим правилам:
- Все работы необходимо проводить на открытом воздухе. Если такое не возможно, тогда помещение должно быть хорошо проветриваемым.
- Не размещать баллоны в нутрии помещения.
- Не ставить баллоны рядом друг с другом. Они должны находится на расстоянии 15 метров друг от друга.
- Не выполнять резку металлов в близи баллонов.
- Использовать средства индивидуальной защиты. Кроме того, работы по резке металла выполнять только в специальных очках. Берегите глаза.
- Уходя проверяйте своё рабочее место на наличие огня.
- Обязательно по окончанию работы перекрыть вентиль подачи горючего газа и кислорода на баллоне.
Технология кислородной резки
Один из способов обработки металла, применяемого в строительстве, производстве техники, изготовлении ограждений и для многих других целей, — кислородная резка. Ее суть заключается в сгорании материала под действием струи газа.
Процесс предполагает также обязательное удаление шлаков, которые неизбежно образуются при работе.
Существуют разные технологии кислородной резки.
Например, низколегированные и углеродистые стали рассекаются только чистым кислородом, а для сплавов меди, чугуна или высоколегированных сталей предполагается использование специальных флюсов. Осуществляют резку вручную или при помощи соответствующего оборудования.
Принцип технологии кислородной резки металла
Технология предполагает использование максимально чистого газа. От его концентрации зависит расход. Чем качественнее газовая смесь, тем меньше ее требуется для выполнения реза. Обычно берется кислород чистотой 98–99 %. При снижении показателя на процент не только возрастает расход, но и падает скорость рассекания металла.
Подробнее о технике кислородной резки
- Кислород вместе с горючим газом выходит из мундштука, начинается горение и образуется пламя, называемое подогревающим.
- Металл нагревается до температуры горения. Подаваемый чистый кислород зажигает материал. Горение быстро распространяется в глубину заготовки.
- Образуется сквозное отверстие.
Резак перемещается, рассекая металл.
Принцип резки кислородом базируется на следующих процессах: подогрев металла, сжигание материала в кислороде и выдувание шлака. Обычно подогревательное пламя не тушат. Оно горит на протяжении всей работы.
Если его загасить, металл охладится, кислород перестанет поддерживать горение, резка остановится.
Трубы чугунные безраструбные SML и соединительные детали
Рисунок 1 — Технология резки металла кислородом
Преимущества и минусы технологии кислородной резки
По сравнению с другими, альтернативными методами раскроя листового материала разных марок сталей, данная технология отлично подходит для разрезания по кривым линиям, для вырезания отверстий большого диаметра. Также этот метод позволяет получать глухие отверстия.
Вторым, и весьма значительным, преимуществом является простота в использовании оборудования. Газовый резак имеет небольшую массу, благодаря чему сварщик может длительное время работать с ним, при этом не уставая. Это положительно сказывается на производительности.
Газ является сравнительно доступным и дешевым видом топлива. И это третье преимущество.
Весьма существенны недостатком технологии является взрывоопасность используемых веществ. Поэтому не допускается нарушения технологической дисциплины. Игнорирование правил техники безопасности может привести к тяжелым последствиям.
Условия кислородной резки
- температура плавления выше температуры воспламенения материала в кислороде (металл должен гореть в твердом состоянии, тогда срез получится ровным, его поверхность — гладкой, продукты горения легко удалятся струей кислорода);
- температура плавления шлаков ниже температуры горения металла (жидкотекучие шлаки легко удаляются со среза);
- выделяемого тепла должно хватать для поддержания горения;
- уровень теплопроводности металла не должен быть высоким (поступающее тепло от места рассекания материала отводится, что препятствует процессу резки);
- окислы, возникающие при резке, не должны быть чересчур вязкими (например, наличие хрома и кремния в составе металла приводит к образованию плохо выдуваемого шлака и затруднению технологического процесса).
Перечисленным условиям кислородной резки отвечают нелегированные и низколегированные стали. Алюминий, медь и серый чугун этим критериям не соответствуют.
Виды металлов для кислородной резки
Металлы в разной степени подходят для кислородной резки. Как уже было отмечено, лучше всего таким способом рассекаются низкоуглеродистые стали, в которых содержание углерода не превышает 0,3 %.
Если уровень этого вещества более 0,7 %, то процесс идет тяжело. Высокоуглеродистые заготовки можно распилить только с помощью кислородно-флюсовой резки. Флюсы — специальные порошкообразные добавки, подаваемые вместе с газом.
Их задача состоит в превращении шлаков из тугоплавких в жидкотекучие.
Высоколегированные стали также режутся с флюсами. Алюминий и сплавы алюминия кислородную резку не приемлют. Для них лучше использовать плазменно-дуговой метод.
Рисунок 2 — Кислородная резка
Латунь, медь, бронза режутся только с флюсами. Известный компонент флюсовой смеси — железный порошок (ПЖ) с частицами 0,07–0,16 мм. Для рассекания нержавейки к нему добавляют алюминиевый порошок (А1IB). Также активно применяются ферросилиция и алюминиевомагниевый состав.
Дополнительные условия кислородной резки при использовании флюсов:
- повышение на 20 % мощности подогревающего пламени;
- согласование скорости резки с количеством флюса;
- увеличенное расстояние между мундштуком и металлом.
Требования к материалам
Кислородно-флюсовой резке металлов могут подвергаться далеко не все марки стали и сплавы. Одними из главных условий являются температура плавления и температура воспламенения. Для нормального протекания процесса первый показатель должен быть значительно выше второго.
Понятно почему: в противном случае материал будет оплавляться, а не сгорать, что приведет к образованию потеков. Линия реза будет иметь неаккуратный вид, зачастую это делает невозможной дальнейшую обработку детали на механообрабатывающих станках в результате смещения баз.
Кроме того, такой слой металла может иметь плохие механические и физические свойства.
Определенные элементы, добавляемые в состав сталей в качестве примесей, могут оказывать отрицательное воздействие на процесс кислородно-пропановой резки металла. Так наиболее обрабатываемыми считаются стали, содержание углерода в которых не превышает 0,3 %.
Скорость резки при увеличении содержания углерода не уменьшается, однако сталь становится склонной к перегреву, закалке поверхностного слоя и образованию закалочных трещин, которые могут послужить концентраторами напряжений и привести к хрупкому разрушению всей заготовки.
Технологический процесс по ремонту токарного станка
Влияние легирующих элементов на разрезаемость стали при кислородной резке
Обычно наличие легирующих элементов затрудняет кислородную резку. Эти компоненты влияют на работу по-разному:
- кремний (Si), если его содержание ниже 4 %, затрудняет процесс;
- марганец (Mn), если его содержание выше 4 %, затрудняет процесс;
- хром (Cr), если его содержание выше 5 %, затрудняет процесс, вызывает самозакалку кромок, уменьшает антикоррозийную стойкость материала;
- никель (Ni), если его содержание выше 7 %, затрудняет процесс, вызывает образование трещин на кромках;
- титан (Ti) хорошо влияет на разрезаемость;
- вольфрам (W), если его содержание выше 10 %, затрудняет процесс, повышает хрупкость и твердость стали.
Особенности резки
К каждой металлической заготовке нужен свой подход. Остановимся на особенностях резки листов, поковок и труб.
Резка листов
Ручная техника применяется для обработки листов. В качестве горючего газа в этом случае часто используют ацетилен, пропан-бутан и природный газ. Первый вариант предпочтительнее, поскольку при его применении время разогрева заготовки минимально.
Листы толщиной 3–300 мм рассекаются резаками Р2А-01 или РЗП-01. Для материала толщиной до 800 мм необходимы специализированные инструменты типа РЗР-2.
При резке стали малой толщины возможны перегревы, коробление металла и оплавление кромок. Чтобы не допустить этого, лучше применять резку с последовательным расположением пламени и кислорода. Мощность пламени должна быть минимальная, а скорость работы — максимальная.
При использовании ручной кислородной резки актуальны следующие технологические приемы:
- безгратовая резка (позволяет получить срезы без грата (заусенцев, избыточного выдавленного металла) на кромках, подразумевает использование сопла с расширением на выходе и кислорода чистотой более 99,5 %);
- пакетная резка (позволяет получать качественные срезы тонких листов, подразумевает стягивание в одну пачку заготовок толщиной 1,5–2 мм).
Рисунок 3 — Резка листового металла
Резка поковок и отливов
Как и в случае с листами, здесь важно правильно выбрать резак для ручной кислородной резки. Для поковок и отливов подходит модель РЗР-2, работающая на пропане-бутане с кислородом.
Допустимая толщина раскраиваемых изделий — 300–800 мм. В этом случае важно следить за скоростью и положением резака. Так, в начале работы он размещается под прямым углом к поверхности.
К концу реза скорость следует снижать, а угол наклона увеличивать в сторону, обратную движению.
Резка труб
Кислородная резка труб актуальна для обработки торцов изделий под сварку, удаления дефектов и проделывания отверстий. Горючий газ — ацетилен или его заменители. Вручную трубы режут во всех пространственных положениях. Для работы используют универсальные и вставные резаки. Режимы устанавливают в соответствии с толщиной металла.
Другие нюансы газовой резки
Описанные технологии используют не только для листов и труб, часто технику кислородной резки применяют для профильного проката. Последовательность операций зависит от типа профиля. Уголки режут от кромки, двутавры — от полок к стойке.
Виды кислородной резки металла
Резка может быть:
- разделительной, в ходе которой осуществляется непосредственно отделение частей заготовки: так вырезаются детали по предварительно составленному чертежу,
- поверхностная, в которой снимается только верхний слой металла для создания канвы,
- резка копьём — проделывание в заготовке отверстий.
Процесс может подразделяться в зависимости от используемых дополнительно материалов: на газовую, электрокислородную и кислородно-флюсовую резку, когда дополнительно в место горения вводится флюс, воздействующий на тугоплавкие окислы. Всё зависит от типа станка, особенностей его комплектации, а также от металла, который требуется обработать.
Кислородная резка металла распространена в промышленности, особенно в создании сельскохозяйственной техники, машиностроении. В некоторых случаях станки используются как альтернатива штамповочным и фрезерным машинам.
Поверхностную резку часто применяют для устранения сварочных дефектов, создания кромок, вырубки корневого валика сварного шва. Кислородно-флюсовая, в свою очередь, востребована в металлургии — она позволяет резать чугун, хромоникелевые и высокохромистые стали, цветные сплавы.
Ремонт рам внедорожников в Москве
Оборудование для кислородной резки
Поскольку для работы часто используют ацетилен, то в качестве оборудования нередко берут установки для ацетиленовой сварки. Вместо сварочных горелок там применяются газовые резаки. Наиболее распространенный вариант — резак инжекторного типа.
По своей конструкции резаки существенно отличаются от горелок. Они имеют дополнительные трубки, через которые подается режущий кислород, и наконечники с мелкими отверстиями для смеси газов. Центральное отверстие предусмотрено для подачи режущего кислорода.
Рисунок 4 — Схема установки для кислородной резки
Принцип работы машины для кислородной резки:
- заготовка располагается горизонтально, вентили резака закрыты;
- открывается кислородный вентиль, а после — вентиль горючего газа;
- смесь воспламеняется и регулируется по мощности;
- металл нагревается по площади реза;
- открывается вентиль с режущим кислородом, активирующим горение при достижении разогретого металла;
- в процессе появляются окислы, они удаляются струей кислорода;
- при окончании работы сначала закрывают вентиль режущего кислорода, потом горючего газа, в завершении — горелки.
Основной инструмент комплекта кислородной резки — резак. Существуют классификации этих элементов:
- по виду горючего газа (резаки для жидких горючих смесей, ацетилена, газов-заменителей);
- степени автоматизации (ручные, машинные);
- назначению (специальные и универсальные);
- смешиванию газов (безинжекторные и инжекторные);
- мощности пламени (большая, средняя, малая).
Оборудование для кислородно-флюсовой резки
Можно сказать, что для этого вида резки металла используется обычное стандартное оборудование, дополнительно оснащенное устройством для подачи флюса (так называемый флюсопитатель и кислородный резак для резки металла с подачей флюса).
Самыми распространенными установками такого типа являются приборы конструкции научно-исследовательского института Автогенмаш «УРХС». Это оборудование предназначается для резки сталей с высоким содержанием хрома и других легирующих элементов.
Такое оборудование использовать и для механизированной резки, оснастив станок устройством подачи флюса.
Преимущества кислородной резки
Технология кислородной и кислородно-флюсовой резки имеет массу преимуществ. Среди них:
- большие толщины рассекаемого металла (до 500 мм), ограниченные лишь конструктивными особенностями установок кислородно-флюсовой резки;
- низкая себестоимость;
- высокое качество (современные машины позволяют достичь приемлемой ширины реза, отсутствия конусности реза, чистых кромок, не требующих обработки);
- возможность использования многорезаковых схем.