Качественно выполненное хонингование — залог активного долголетия современных ДВС. Их ресурс, отдача, расход топлива и масла напрямую связаны с этой процедурой.
- Что это
- Для чего
- Когда выполняется
- Как выполняется
- Можно ли делать самому
Хонингование (от англ. hone — точить) — технология абразивной обработки конических и цилиндрических деталей с помощью особых насадок, хонов, обеспечивающая необходимую степень шероховатости поверхностей и максимальную точность их геометрических параметров.
Как правило, хонингуются полости тех или иных компонентов конструкции, но проводится и наружная обработка габаритных деталей, для чего требуются специализированные или модифицированные шлифовальные и горизонтально-расточные станки. Технология применима как к изделиям из черных (сталь, чугун), так и цветных (алюминиевые, магниевые, цинковые сплавы, бронза, латунь) металлов.
Собственно, в ДВС автомобилей хонингуют прежде всего цилиндры, их гильзы, но также постели коленчатого вала, отверстия в нижней головке шатуна, втулки его верхней головки, а также коромысел привода клапанного механизма.

Процесс хонингования на профессиональном оборудовании ( motormission.com)
Для чего нужно хонингование
1. Точность обработки хоном рабочей поверхности цилиндров ДВС существенно выше, чем при использовании обычного расточного и шлифовального инструмента. У этого факта множество следствий:
- Значительно сокращается период обкатки ДВС, особенно при установке специальных компрессионных колец, которые максимально быстро и точно прирабатываются к стенкам цилиндров. В выигрыше ресурс двигателя.
- Достигается оптимальная компрессия в цилиндрах, и как следствие ДВС работает с максимальной отдачей, повышается экономичность, уменьшается расход масла на угар.
- Сокращается прорыв газов в картер ДВС, что позволяет моторному маслу дольше сохранять свои свойства.
- Максимально устраняется эффект конусности и эллипсности цилиндров у ДВС, требующих капитального ремонта. Это увеличивает ресурс двигателя и позволяет получить вышеперечисленные положительные эффекты.
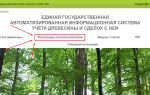
Хон с абразивными брусками для профессионального оборудования ( made-in-china.com)
2. Хонингование придает рабочей поверхности цилиндров микропрофиль, в углублениях которого задерживаются частицы моторного масла.
Это свойство особенно ценно для высокооборотных ДВС, у которых вследствие больших скоростей движения поршней масляный туман, поднимающийся из картера, не успевает должным образом осаждаться на стенках цилиндров.
В этой ситуации созданный хонингованием «аккумулятор масла» помогает предотвратить ускоренный износ деталей цилиндропоршневой группы из-за трения на сухую.
Когда выполняется хонингование
Большинство ДВС современных автомобилей проходят хонингование еще на заводе-изготовителе для получения в цилиндрах эффекта «аккумулятора масла», а повторно — при капитальном ремонте, когда хонингование в большинстве случаев следует за классической расточкой блока, которая выполняется на других станках.
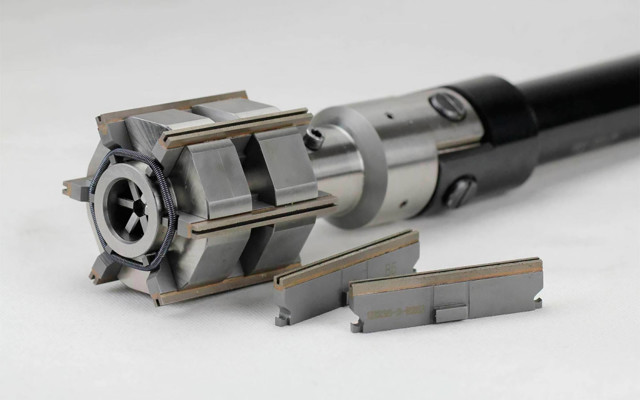
Хонинговальная сетка на стенках цилиндров ( hotrodenginetech.com)
Точную периодичность повторного хонингования указать невозможно, поскольку многое определяется условиями эксплуатации, манерой вождения, качеством топлива и моторного масла. Однако, как правило, при пробеге более 150 тыс.
км могут появиться признаки, указывающие на то, что помимо других операций по ремонту двигателя, возможно, возникла необходимость обновить созданный хонингованием микропрофиль стенок цилиндров.
К числу таких индикаторов относятся:
- Снижение мощности ДВС.
- Плавающие обороты холостого хода.
- Увеличение расхода топлива и масла.
- Сизый цвет выхлопа, сигнализирующий о сгорании масла вместе с бензином.
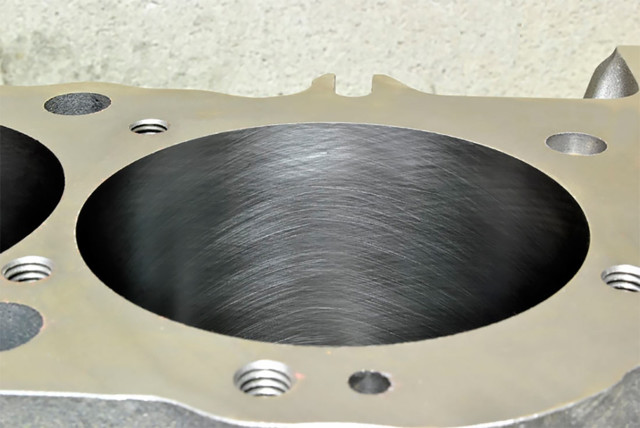
Пленочный шаблон для контроля угла хонингования ( kovsh.com)
Процесс хонингования цилиндров ДВС и его особенности
Процесс хонингования выглядит так: смонтированные на металлической оправке хона абразивные бруски прижимаются к стенкам цилиндра, а сама насадка, чей шток закреплен в патроне станка, совершает вращательные и возвратно-поступательные движения.
При этом на обрабатываемую поверхность обильно подается смазочно-охлаждающая жидкость в виде керосина, его смеси с веретенным маслом или водно-масляных эмульсий.
В зависимости от материала блока или гильз цилиндров меняется методика выполнения операции:
- ДВС с чугунными блоками/гильзами, как правило, проходят два этапа хонингования. Черновое выполняется с помощью крупнозернистого абразива, а чистовое — мелкозернистого, позволяющего срезать «вершины» образовавшегося микропрофиля без углубления рисок-«долин». Завершающим этапом операции является крацевание. С помощью нейлоновых щеток с вкраплением кристаллов кремния хонинговальные риски очищаются от частиц металла и абразива. При этом в чугунном блоке открываются зерна графита, входящие в структуру металла. Обладающий смазывающим эффектом графит позволяет еще сильнее уменьшить износ деталей.
- ДВС с блоками на основе алюминиевых сплавов Alusil, Locasil и Silitec при капремонте проходят после расточки три стадии хонингования. На финишной выполняется шлифовка без изменения ремонтного размера.
- Устранить при капремонте конусность и эллипсоидность алюминиевых цилиндров, на стенки которых нанесено покрытие Nicasil из никеля и сверхпрочного карбида кремния, можно только с помощью хонингования, поскольку для классической расточки блока нет соответствующих резцов.
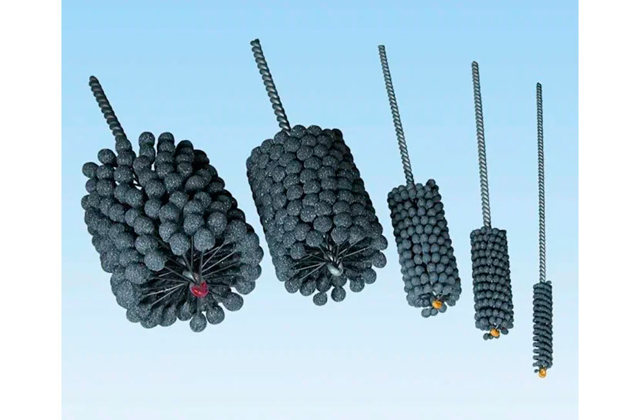
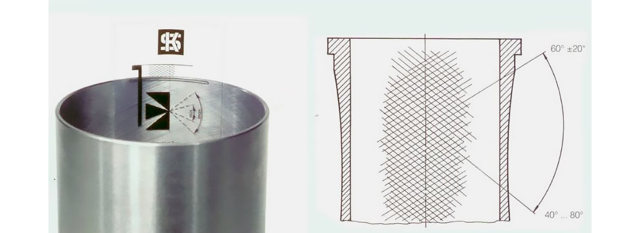
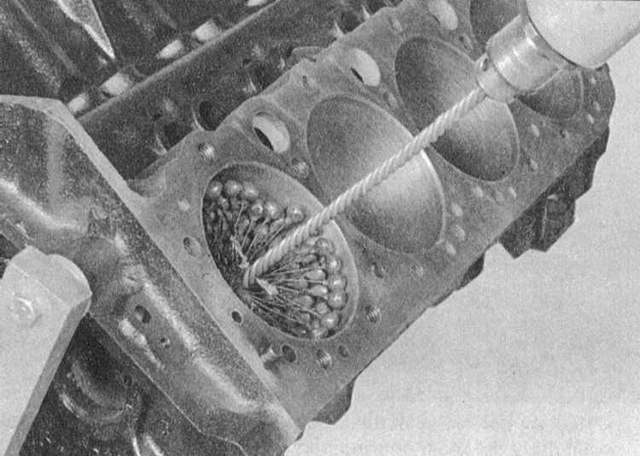
Хон-насадка «бутылочный ершик» для хонингования в гаражных условиях ( tradeindia.com)
Условием качественного выполнения операции является:
- Обеспечение равномерного давления шлифующей кромки на внутреннюю поверхность цилиндра. Блоки из алюминиевых сплавов (особенно это касается двигателей, стенки цилиндров которых имеют покрытие Nicasil) требуют более умеренного давления. Для той же категории ДВС критичным является точное соответствие диаметров абразивного бруска и поршня, а также степень фильтрации охлаждающе-смазочной жидкости. Несоблюдение этих требований ведет к перегреву обрабатываемой поверхности, вырыванию абразивных зерен из бруска и образованию задиров.
- Подбор абразива (алмаз, белый электрокорунд, зеленый карбид кремния, нитрид бора) хонинговальных брусков в соответствии с материалом, из которого выполнен блок/гильзы цилиндров ДВС. Для двигателей из Alusil требуются специальные бруски с «антизасаливающейся» поверхностью. Такие бруски не вбирают в себя частички алюминия, которые при нагреве схватываются с поверхностью цилиндра, что неизбежно ведет к образованию задиров.
- Использование хонинговальных брусков на бакелитовой основе. По сравнению с керамической она более прочная и эластичная, что предотвращает отколы от бруска мелких частиц, способных повредить обрабатываемую поверхность.
С помощью хонингования оптимальная для удержания моторного масла степень шероховатости стенок цилиндров у ДВС с блоками/гильзами из чугуна и алюминиевых сплавов Alusil, Locasil, Silitec также достигается по-разному:
- У ДВС с чугунными блоками/гильзами требуемый микрорельеф стенок цилиндров задается хонинговальной сеткой. Ширина ее рисок в верхней части должна быть ровно такой, чтобы силы поверхностного натяжения моторного масла вызывали образование «купола» для оптимального смазывающего эффекта. Здесь важен и угол пересечения рисок в горизонтальной плоскости. При отклонении этой величины в ту или иную сторону более чем на 20° от оптимальных 60° либо уменьшает смазывающий эффект, либо возрастает расход масла на угар.
- Мощные дизельные двигатели с чугунными блоками проходят лазерное хонингование. Лазер испаряет часть металла, и на стенках цилиндров появляются маслоудерживающие углубления.
- У ДВС с блоками/гильзами из Alusil, Locasil и Silitec степень шероховатости стенок цилиндров в значительно бОльшей степени определяется размерами зерна первичных кристаллов кремния, имеющихся в сплаве, и глубиной их раскрытия. При хонинговании важно не допускать вырывания таких кристаллов и добиваться оптимальной глубины их раскрытия. Все это требует соответствующего оборудования и квалификации.

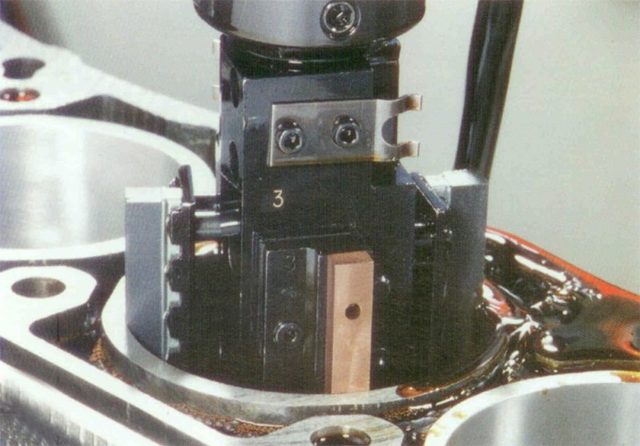
Хон-насадка с тремя раздвижными точильными камнями ( nur-sultan.satu.kz)
Можно ли делать хонингование своими руками
- Стоит ли при проведении капитального ремонта ДВС самому браться за хонингование? Проведем несложные расчеты:
- Чаще всего автосервисы приводят суммарные расценки на операции расточки блока и хонингование, что логично. В Москве такой «тандем» в среднем обойдется в 1200 руб. (для моделей российских марок несколько дешевле) за цилиндр в случае ДВС с чугунным блоком/гильзами, а с алюминиевыми ценовая вилка расширяется примерно до 2400-6500 руб. за цилиндр.
- Та же ситуация с услугой по восстановлению только хонинговальной сетки. Здесь разброс цен от 600 до 2000 руб. за цилиндр.
- Соответственно, за расточку и хонингование 4-цилиндрового блока придется выложить минимум 4000, а максимум более 25 000 руб., и от 2400 до 8000 руб., если ограничиться только хонингованием.
Бюджет для выполнения хонингования своими силами выглядит так:
- Упругая хон-насадка (так называемый «бутылочный ершик»), использование которой не требует особой квалификации, стоит примерно 4500 руб., тогда как хон с раздвижными тремя лапами, на которых закреплены точильные камни, — где-то от 1300 до более чем 7000 руб.
- Также понадобится большое количество смазочно-охлаждающей жидкости. Даже если исключить из расчетов стоимость дрели или шуруповерта для привода хона и сменных абразивных камней (600-1700 руб.), экономия в большинстве случаев будет стремиться к нулю.
К тому же эксперты напоминают: такие параметры, как глубина рисок хонинговальной сетки, угол их пересечения и степень шероховатости стенок цилиндров, у каждой серии моторов свои, и они не разглашаются компаниями-производителями. В автосервисах помогает накопленная статистика и опыт. Есть ли доступ к такой информации у стороннего механика?
Гаражным специалистам почти невозможно учесть и массу других нюансов.
Так, требующие ремонта гильзы (особенно «мокрые») из-за недостаточной жесткости и различий в толщине стенок в верхней и нижней частях легко деформировать при хонинговании.
Да и выполненная на глазок хонинговальная сетка может в лучшем случае не дать желаемого эффекта, а в худшем обернется повышенным расходом масла или масляным голоданием, что негативно отразится на ресурсе двигателя.
Вывод очевиден — хонигование блока ДВС лучше доверить профессионалам, тем более что при капремонте эта операция, как правило, следует за расточкой цилиндров, которую не выполнить с помощью насадок на дрель…
Хон или Зеркало в цилиндрах что лучше — Mitsubishi Carisma, 1.8 liter, 2002 year on DRIVE2

Что такое Хон — Это так скажем поперечные риски в цилиндрах двигателя.Как их делают специальным оборудованием, в котором закреплен Хон это три пластинки камня бывают трех размеров.
Многие считают что если идеальное зеркало на гильзах в двс, то значит все в порядке! Но это не совсем так!Если у вас на гильзах идеальное зеркало и нет поперечных рисок, то это плохо (но не для всех, у кого-то с завода изначально зеркало) ! Спросите почему? Потому что масло не задерживается в гильзе и уходит, а оно должно смазывать поршневые кольца! Так же хон сопутствует тому, что у вас не будут появляться задиры на гильзах.
Изначально исправного двигателя к концу его ресурса хон постепенно исчезает. исчезающий хон превращается в «набивающееся», зеркало. вот на этой первой стадии смерти хона (хон «частично» превратился в зеркало, но кольца пока еще живы) происходит уменьшение жора масла увеличивается немного компрессия.
Ввиду того, что на цилиндрах масла нет (ибо негде ему там прятаться, цепляться (на больших оборотах), кольца начинают изнашиваться и помирают. кольца умерли — расход резко вырос. Так же при нормальной эксплуатации Хон сохраняется на всем протяжении ресурса двигателя и никуда не девается.
Не бывает никаких обкаточных притирочных хонов.
Еще мнение из интренета.»Зеркальными цилиндры сразу, в размер с поршнями при капиталке. Чем это плохо? Тем что масло не держится на нем? Так как по мне — это бред, все везде держится. А то что кольцам лучше скользится по гладкой поверхности чем по наждачке это я думаю логично.»
Найти можно его во многих магазинах с инструментами…Он продается с насадкой под дрель . В дальнейшем если вам опять понадобится хон, он продается и отдельно, в упаковке комплект из 3 шт.Как пользоваться хоном?Нельзя так делать в современных двигателях и с новыми маслами.
Хон должен наносится на специальном оборудованием с высокой точностью до тысячных мм, оборудование должно иметь по минимуму соединений и отсутствие люфтов если есть соединения.
Определённая траектория движения задается (компьютером, чпу) скорость движение число проходов и глубина хона и т.д.
Одеваем насадку на дрель или шуруповёрт, вставляем в гильзу и медленным вращением начинаем проходить вверх вниз по тому месту, где ходят поршня.
После не продолжительных таких действий можно увеличивать скорость, но не до максимума! Еще забыл отметить то, что дрель надо держать как можно ровнее! Иначе можете повредить гильзу креплением хона.
Если вдруг у вас есть небольшие выработки, хон их затёрт, но только небольшие.
Повторюсь, что хон не дает двигателю голодать от масла, он задерживает масло на гильзах и ход поршня смазывается за счёт него.————————————————————————————————————————————————————Так добавлю еще немного инфы.
Если у вас нет хона — это тоже может быть нормально, так как с завода изготовителя на движке было зеркало! и это нормально и можно не мудрить на него хон.Если у вас есть хон, при нормальной эксплуатации он сохраняется на всем протяжении.
- Какой то обкаточный хон и тд и тп если у вас его не было думаю он вам и не нужен оставляйте зеркало.
Различие в системе смазки, где что применяют, из-за это где то ХОН, а где то Зеркало.Хон вовсе не лучше, оно технологически проще (и дешевле) для авто производителей.
Если отказаться от хона, то надо технологически затратно изменять конструкцию поршней, обеспечивая через них эффективную смазку. Кроме этого надо будет «мудрить» над смазкой под давлением (через сопла) зеркала цилиндров.
Ну и наконец надо будет изменить форму колец (особенно верхних компрессионных (как я понимаю — кольца уже не зеркальные а с рисками или углами заточки и тп ) все для тоже самой цели — улучшении смазки. Вот и встает вопрос а надо ли это авто производителям — конечно нет.
Вот хон повсеместно и вытеснил ранее известные «зеркальные» системы.
О люфтах в оборудовании чем это черевато



Технология хонингования цилиндров — drive2
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
ЧТО ТАКОЕ ХОНИНГОВАНИЕ
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей.
При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала.
Применяется хонингование и при финишной обработке плоскостей.

ЦЕЛЬ НАНЕСЕНИЯ
Причины хонингования цилиндров:— приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму.
Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;— точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом.
Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
— получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.

ТЕХНОЛОГИЯ ОБРАБОТКИ
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
ТОНКОСТИ ПРОЦЕССА
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами.
Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя.
Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.

- Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
- — не должны иметь рваных, острых кромок;— отсутствуют деформированные участки;
- — глубина, ширина должны быть однородными.
- ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью.
Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр.
Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
— гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
— 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость.
Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
Хонингование цилиндров двигателя. Что это и зачем его делают?
При производстве и ремонте двигателей внутреннего сгорания используются самые различные технологические и конструктивные решения.
От правильности их выбора зависит совершенство силового агрегата, его безупречная работа и эксплуатационный ресурс.
В данной статье мы поговорим об одной из классических, обязательных при изготовлении или восстановлении ДВС технологий – хонинговании – рассмотрев этот процесс во всех его аспектах.
В чём суть хонингования цилиндров
Выполняют его для того, чтобы снизить шероховатости на стенках цилиндров, при этом улучшается приработка колец и самих поршней. Это заметно продлевает срок эксплуатации отремонтированного мотора.
Во время работы силовой агрегат подвержен достаточно сильному износу и потере своей изначальной формы. Особенно это влияет на цилиндры. Их первоначальная круглая форма становится овальной, на стенках появляются задиры и царапины. В результате капитального ремонта не избежать.
Во время ремонта цилиндры подвергаются растачиванию, а хонингование позволяет сохранить их форму правильной и получить наиболее низкую шероховатость стенок.
Само хонингование — это заключительная фаза при обработке цилиндров.
Если сравнивать все обычные заключительные действия, например, полировку или притирку какой-либо поверхности, то у процесса хонингования повышенная точность и эффективность проведенных работ.
- Точное соблюдение размеров это ключ к увеличению компрессии и уменьшению количества прорывающихся в картер газов, содержащих продукты сгорания.
- Правильная обработка поверхности снижает износ поршневых колец, гарантируя длительный срок их работы.
На новом, перегильзованном или расточенном под следующий ремонтный размер блоке должно обязательно выполняться хонингование цилиндров.
Важные требования
При контроле размеров цилиндров, следят за соблюдением следующих параметров:
- Бочкообразности, корсетности и конусности. Под этими терминами подразумевается разница диаметров в разных частях цилиндра или гильзы.
- Элипсности, под которой подразумевают разницу в диаметрах окружности в разных её точках.
Подобные дефекты появляются в результате небрежного выполнения работ на расточном станке или в процессе эксплуатации силового агрегата.
Отдельную проблему представляет достижение необходимых параметров шероховатости. Поверхность не должна быть зеркальной. На ней должны остаться небольшие насечки, получающиеся при прохождении хоном.
Эти насечки необходимы для того, чтобы на них задерживалось моторное масло. Это способствует улучшению смазывания деталей поршневой группы.
В дальнейшем, при обкатке, содержащаяся в лубриканте сера создаст на поверхности цилиндра сульфидную плёнку, уменьшающую износ деталей, поскольку по своим параметрам она значительно твёрже металла.

Используемое оборудование
С учётом перечисленных требований промышленность выпускает специальные хоны, применяемые для обработки деталей двигателей внутреннего сгорания. Подобные инструменты имеют изменяемый диаметр, используются в хонинговальных станках и обладают ограниченным ресурсом.
Соответствие техническим требованиям должно подтверждаться сертификатом, который получен в органах стандартизации. Недопустимо производить хонинговку с помощью оборудования, не соответствующего утверждённым стандартам. Это может привести к нежелательным последствиям.

- Диапазон (по диаметру).
- Количество и длину камней.
- Твёрдость и зернистость материала.
Различают инструменты и по способам обработки, которая может быть сухой или с применением смазывающе-охлаждающей жидкости (СОЖ). При хонинговке деталей, изготовленных из чугуна или стали, в качестве СОЖ применяют керосин или смесь керосина с льняным маслом. Если хон имеет камни с алмазным напылением, используют воду с синтетическими добавками.
Для соблюдения технологического процесса обязательно требуется исправный хонинговальный станок, обеспечивающий точное перемещение обрабатывающего инструмента.
Именно на его рабочий стол попадает уже побывавший на расточном станке новый или ремонтируемый блок. А ещё вам потребуется достоверная информация о размерах, которые должны быть обеспечены в итоге.
Дальнейшая последовательность операций, в зависимости от конструкции ДВС, может быть различна.
Отличия выполнения хонингования на разных двигателях
Двигатели внутреннего сгорания имеют разное устройство. Используемые конструктивные схемы влияют на технологический процесс.
Негильзованные двигатели
Выполненный в виде единой детали негильзованный блок подвергают обработке сразу после расточки, закрепив на рабочем столе и убедившись, что ось обрабатываемого цилиндра расположена вертикально и совпадает с осью шпинделя хонинговального станка. Это позволит исключить её неперпендикулярность к коленчатому валу.
Шпиндель включённого станка вращается, одновременно выполняя возвратно-поступательные движения. Для получения нужного результата может потребоваться выполнить от одного до нескольких проходов. Контроль размеров осуществляют с помощью нутромера. Одновременно следует производить замеры шероховатости поверхности.
Для этого существуют различные способы:
- Контактный (щуповой), для которого разработаны специальные приборы – профилометры и профилографы. Последние не только замеряют, но и регистрируют параметры.
- Бесконтактные (оптические), среди которых различают теневой, светового свечения, растровый и микроинтерференционный.
Тщательно выполненная обработка повышает мощность ДВС, качество его работы и эксплуатационный ресурс.
Гильзованные двигатели
Отдельную проблему представляет хонингование двигателей с сухими или мокрыми гильзами. Производители запасных частей поставляют, как принято считать, уже готовые к работе комплекты гильз, уже прошедшие все этапы обработки. Однако, под воздействием различных факторов, устанавливаемые на рабочие места детали деформируются и перестают соответствовать заданным размерам. Вследствие этого:
- Ухудшается компрессия. Мотор не развивает необходимую мощность и расходует много топлива.
- Снижается ресурс силового агрегата.
Существует способ избежать этих неприятностей. Для этого изготавливают специальную толстую пластину, имитирующую ГБЦ. Она должна прижимать гильзы, одновременно имея сквозные отверстия, обеспечивающие беспрепятственный доступ инструмента внутрь цилиндров.
Пластину закрепляют на блоке после установки гильз, заворачивая резьбовые соединения в последовательности и с моментом затяжки, рекомендованном для установки ГБЦ. Только после этого выполняют хонингование в той же последовательности, что и для негильзованных моторов.
Это позволяет свести к минимуму искажение размеров, возникающее в процессе установки гильз.
При полном соблюдении технологического цикла процедура выполняется в четыре этапа:
- Грубая обработка, в процессе которой снимается значительный слой материала. Ею можно заменить расточку. Она ведётся при избытке СОЖ. Лучше всего для этой цели подходят хоны с алмазными брусками на медной основе.
- Хонингование инструментом с размером зерна абразивного материала 1/150 мм. При этом происходит формирование микропрофиля поверхности.
- Окончательная обработка материалом с зерном 1/300 – 1/500 мм.
- Крацевание. Это заключительная операция, в ходе которой размер цилиндра не изменяется, а происходит очищение поверхности от остатков абразива. Для крацевания используют нейлоновые щётки, в состав волокна которых добавлены кристаллы кремния.
Соблюдение перечисленных правил позволяет достичь оптимального результата.
Опасные заблуждения
Интернет пестрит статьями, рассказывающими о том, как сделать хонингование цилиндров самостоятельно с помощью дрели и иного подобного оборудования. Это вызывает удивление. Говоря по совести, реальной пользы от такого рода информации нет.
Используемые на производстве хонинговальные станки относятся к разряду наиболее точных обрабатывающих станков. Только с их помощью удаётся обеспечить требуемые допуски в десятые доли микрон. По этой причине справится с задачей дома или в условиях мастерской, не имеющей специального оснащения, не получится.
Мотор, отхонингованный «на коленке», не проработает долго.
Что будет, если перелить масло в двигатель?
Чтобы потраченные на ремонт силы и средства не пропали напрасно, обращайтесь к специалистам, имеющим в своём распоряжении необходимое оборудование. Существуют фирмы, предлагающие такого рода услуги. Если их расценки покажутся чрезмерно высокими, задумайтесь о том, во что обойдётся покупка хотя бы контрактного двигателя. Возможно, вы перемените своё мнение.
Как правильно делается хонингование цилиндров двигателя
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски.
Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками.
Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров).
Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности.
Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях.
Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона.
Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец.
Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д.
Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя.
Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Как правильно наносить хон на стенки цилиндров
Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже. Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
- начальная обработка при помощи закрепленных на хонголовке брусков с крупным абразивом;
- финальное хонингование, которое предполагает финишную обработку цилиндра мелкозернистым абразивом. Такой абразив позволяет добиться высокоточной обработки поверхностей;
Завершением процесса хонинговки цилиндров можно считать финишную чистку поверхностей при помощи специальной абразивной пасты. Данная процедура позволяет удалить острые углы, переходы, впадины и другие микродефекты. Результатом становится ровная и равномерно нанесенная хонинговальная сетка на стенках цилиндров двигателя. Отметим, что в ряде случаев применение абразивных паст для тонкой обработки опускают, выполняя только два основных этапа по нанесению хона.
Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст. Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания.
Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски.
Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования. Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским.
Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу.
От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
Специнструмент для хонинговки обеспечивает точное, а не хаотичное нанесение указанных рисок при помощи хонинговальной головки, на которую монтируются хонбруски. Как уже было сказано, инструмент совершает не только вращение, но и возвратно-поступательные движения. Благодаря этому в процессе нанесения хона удается выдержать заданный угол, под которым происходит пересечение рисок на поверхности стенок цилиндра.
Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок.
Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона.
Угол хонингования задается посредством использования специальных шаблонов-пленок.
- Для формирования поверхности на начальном этапе хонингования, которая достаточно грубая, имеет глубокие риски и повышенную шероховатость, потребуется использование абразива с крупным зерном. Для этого применяются алмазные хонбруски, которые выполнены на медной основе. Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.д.
- После алмазного хонингования грубая поверхность не позволяет сразу начать монтаж остальных элементов ДВС, так как кольца и поршень в таком цилиндре работать не смогут. Иногда алмазное хонингование является альтернативным силовым способом расточки цилиндров двигателя. Затем грубая поверхность снова проходит обработку абразивом с меньшим зерном. Такая обработка позволяет добиться формирования нового микропрофиля на стенках цилиндров. Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
- По окончании завершения формирования «чистовой» поверхности дополнительно проводится так называемое дополнительное хонинговое крацевание. Данная процедура не направлена на дальнейшую расточку цилиндра, главной задачей является очистка полученного ранее микропрофиля от остатков хонинговальных абразивов. Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Добавим, что хонингование также допускает нанесение дополнительного слоя специальных антифрикционных покрытий. Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия.
Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу.
Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Что в итоге: зеркало или хон
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью. Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На зеркальной отшлифованной поверхности цилиндра моторное масло снимается практически полностью, остатки будут расходоваться на угар, а забора нового масла происходить не будет. В подобном случае можно говорить о частичном или полностью сухом трении, в результате чего возникает ускоренный износ колец и стенок цилиндра.
На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках.
Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар.
Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ.
Такой подход позволяет достичь наилучших результатов.