
Качество отливок, полученных в ПГФ, а именно, точность геометрических размеров, степень шероховатости поверхности и др., во многих случаях не удовлетворяют требованиям современной техники.
Поэтому в современном литейном производстве все более широкое применение получают специальные способы литья: литье по выплавляемым моделям, литье в оболочковые формы, литье в кокиль, литье под давлением, центробежное литье и др.
4.1. Литье по выплавляемым моделям
- Прообразом современного процесса изготовления отливок по выплавляемым моделям является известный со времен
- глубокой древности метод восковой формовки. При изготовлении художественных отливок, ювелирных изделий, а также зубных протезов этот метод
- литья по выплавляемым моделям применяют и в настоящее время.
Одним из образцов высокого мастерства литейщиков прошлого является отлитая по выплавляемым моделям конная статуя Петра I (« Медный всадник», Э.М. Фальконе, 1782 г.) (рис. 1.30).
Рис. 1.30. Памятник Петру Первому в Санкт-Петербурге
Литье по выплавляемым моделям — специальный способ литья, заключающийся в получении отливок заливкой расплавленного металла в разовую тонкостенную неразъемную литейную форму, которую изготавливают из огнеупорной суспензии по разовым моделям из легкоплавкого материала.
Технологическая схема получения отливок данным методом показана на рисунке 1.31. Технологический процесс изготовления отливок литьем по выплавляемым моделям состоит из следующих основных операций.
Изготовление моделей. Модельный состав, состоящий из двух или более легкоплавких компонентов (парафина, стеарина, церезина и др.
) в пастообразном состоянии запрессовывают в прессформу, внутренняя полость которой соответствует наружной конфигурации модели (рис. 1.31, а).
В качестве материала прессформ в зависимости от вида производства используют гипс, пластмассы, легкоплавкие металлы, сплавы, сталь или чугун.
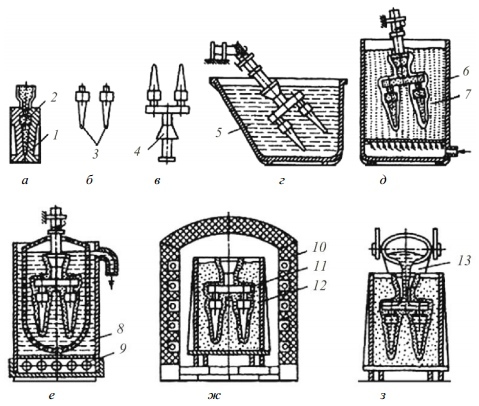
Рис. 1.31.
Последовательность операций (а…з) процесса литья по выплавляемым моделям: 1 — пресс-форма; 2 — модельный состав; 3 — модель; 4 — модельный блок; 5 — емкость с керамической суспензией; 6 — специальная установка для обсыпки; 7 — кварцевый песок; 8 — бак с водой; 9 — устройство для нагрева воды; 10 — электрическая печь; 11 — оболочки; 12 — жаростойкая опока; 13 — ковш с расплавленным металлом
После затвердевания модельного состава пресс-форма раскрывается и модель (рис. 1.31, б) выталкивается в ванну с холодной водой. Аналогичным образом изготавливают модели литниковой системы.
Сборка модельных блоков. Модели собирают в модельные блоки (рис. 1.31, в) с общей литниковой системой. В один блок объединяют от 2 до 100 моделей. Соединяют модели в кондукторе, скрепляя (механически) или склеивая их.
Для сборки моделей в блоки в кондукторе выставляют металлические стояки из алюминия, наращивают на них слой модельного состава толщиной 2…5 мм и крепят к нему модели.
Этот прием ведет к повышению прочности блока, сокращению расхода состава, обеспечению удобства транспортирования, хранения и просушивания блоков при нанесении обмазки.
Подготовка керамической суспензии. Тщательно перемешивают огнеупорный материал — пылевидный кварц (маршалит), электрокорунд со связующим (гидролизным раствором этилсиликата) и получают керамическую суспензию.
Покрытие моделей огнеупорной оболочкой. Модельный блок погружают в керамическую суспензию, налитую в емкость (рис. 1.31, г), извлекают из нее и обсыпают мелкодисперсным кварцевым песком в специальной установке (рис. 1.31, д).
Затем модельные блоки сушат на воздухе (2…2,5 ч ) или в среде аммиака (20…40 мин). На модельный блок наносят слои (4…6) огнеупорного покрытия (маршалита) с последующей сушкой каждого слоя.
Удаление модели из форм (рис. 1.31, е). Удаление моделей производят их выплавлением в горячей воде (80…90 ° С). При выдержке в горячей воде в течение нескольких минут модельный состав расплавляется, всплывает на поверхность ванны, откуда периодически удаляется для повторного использования.
Подготовка литейных форм к заливке. После извлечения из ванны оболочек, их промывают водой и сушат (1,5…2 ч) в шкафах при температуре 200 °С. Затем оболочки ставят вертикально в жаростойкой опоке, вокруг засыпают сухой кварцевый песок и уплотняют его.
После этого форму помещают в электрическую печь (рис. 1.31, ж), в которой прокаливают форму (не менее 2 ч) при температуре 900…950 ° С.
В печи частички связующего спекаются с частичками огнеупорного материала, влага испаряется, и остатки модельного состава выгорают.
Заливка формы металлом. Заливка расплавленного металла из ковша производится в горячую литейную форму сразу же после прокалки (рис. 1.31, з).
Извлечение и окончательная обработка отливок. После охлаждения отливки форму разрушают. Отливки отделяют от литниковой системы и для окончательной очистки направляют на
химическую очистку в растворе едкого натра при температуре 150 °С. Затем отливки промывают проточной водой, сушат, подвергают термической обработке и контролю.
Одним из направлений развития данного метода литья является применение легкорастворимых и газифицируемых моделей взамен выплавляемых. В качестве легкорастворимых материалов используют мочевину с добавкой полиэфирного спирта, а в качестве газифицируемых — вспененный полистирол.
- К преимуществам способа литья по выплавляемым моделям относятся следующие:
- 1) возможность получения изделий сложной конфигурации, а также тонкостенных деталей с толщиной стенки 1 мм и менее;
- 2) возможность получения отливок, максимально приближенных по форме и размерам к готовым деталям, а также с малой шероховатостью поверхности;
- 3) возможность получения отливок практически из любых металлов и сплавов;
- 4) возможность объединять отдельные детали в компактные цельнолитые узлы, уменьшая массу и габаритные размеры получаемых изделий;
- 5) возможность механизации и автоматизации процесса изготовления форм и непосредственно самого процесса литья.
- Недостатками литья по выплавляемым моделям являются следующие:
- 1) многооперационность, трудоемкость и длительность процесса литья;
- 2) использование большой номенклатуры материалов;
- 3) сложность управления качеством отливок из-за большого числа технологических факторов, влияющих на процесс литья.
Литье по выплавляемым моделям используют в различных отраслях машиностроения и приборостроения. В частности, при производстве автомобилей (полумуфты, патрубки, распределительные диски, поршневые кольца и т. д.
), сельскохозяйственных машин, гидромашин при литье жаропрочных труднообрабатываемых сплавов (лопатки турбин), коррозионно-стойких сталей (колеса насосов), углеродистых сталей в массовом производстве (крыльчатки, решетки, распылители, рукоятки, ключи и другие детали высокой точности) (рис. 1.32).
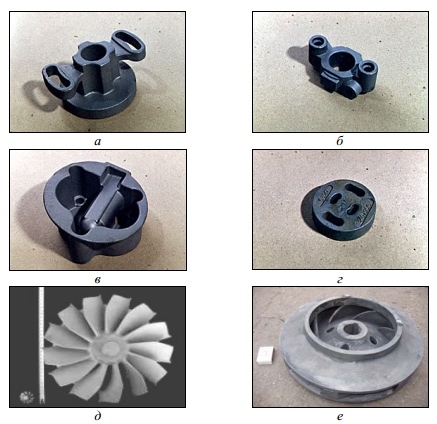
Рис. 1.32.
Примеры отливок, полученных литьем по выполняемым моделям: а — полумуфта ведомая двигателя автомобиля (сталь 35Л); б — полумуфта ведущая двигателя автомобиля (сталь 40Х); в — патрубок приемный двигателя автомобиля (СЧ 24); г — диск распределительный гидравлического усилителя руля автомобиля (СЧ 25); д — лопатки газовых турбин на основе никеля и кобальта; е — рабочеелкеосо шахтного насоса (ВЧ 50)
4.2. Литье в оболочковые формы
Технология изготовления оболочковых форм (метод Кронинга) была разработана Иоханнесом Кронингом (Johannes Croning) и запатентована в Гамбурге в 1944 г. Технология изготовления оболочковых форм предполагала изготовление смеси из порошка термореактивной смолы (пульвербакелита) и песка, с последующей засыпкой в подогретую модель для образования оболочки (корки).
Литье в оболочковые формы — специальный способ литья, заключающийся в изготовлении отливок путем заливки расплавленного металла в разовую тонкостенную разъемную литейную форму (оболочку), изготовленную из песчано-смоляной смеси.
Материалом для изготовления оболочек служат смоляные смеси быстрого затвердевания. В качестве наполнителя используют мелкодисперсный кварцевый песок (маршалит). В качестве связующего широко применяют термореактивную смолу (пульвербакелит) — фенолформальдегидную смолу с добавками отвердителя (уротропина). Такая смола при нагревании претерпевает ряд необратимых изменений.
Так,и пр комнатной температуре пульвербакелит представляет собой твердый порошок, который при нагревании до 70…80 °С размягчается, а при температуре 100…120 ° С плавится, превращаясь в клейкую жидкость, покрывающую поверхность частиц песка тонкой пленкой. При дальнейшем нагреве (до 200…
250 ° С) смола необратимо затвердевает, обеспечивая высокую прочность оболочковой формы.
При дальнейшем нагревании (в..ы.4ш50е °400 С) смола начинает
выгорать, что приводит к снижению, а затем полной потере прочности форм-оболочек.
Способы изготовления оболочковых форм различаются, в основном, по приемам нанесения песчано-смоляной смеси на модельную оснастку.
Наиболее распространенным процессом формообразования оболочки является бункерный метод, заключающийся в свободной засыпке модельной оснастки смесью с помощью поворотного бункера.
Модельная оснастка для изготовления оболочковых форм включает металлические модели и подмодельные плиты, приспособления для съема оболочек с подмодельной плиты и др.
Технология изготовления оболочек и получения отливок бункерным методом (рис. 1.33) включает следующие операции.
Модельную плиту с закрепленной на ней моделью предварительно нагревают до температуры 200…250 °С и покрывают разделительным составом, например, силиконовой жидкостью (кремнийорганическое соединение). Она быстро затвердевает, образуя разделительную пленку, что устраняет последующее прилипание формовочной смеси и облегчает снятие оболочки с модели.
Модельную плиту с моделью закрепляют на опрокидывающемся бункере (рис. 1.33, а).
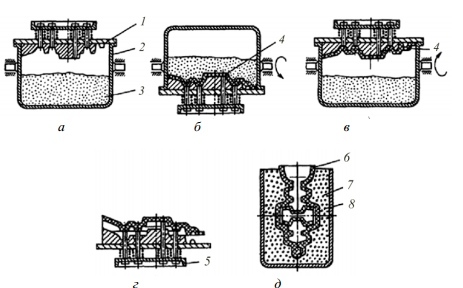
Рис. 1.33. Последовательность операций формовки (а…д) при литье в оболочковые формы: 1 — модельная плита; 2 — бункер; 3 — формовочная смесь; 4 — песчано-смоляная оболочка; 5 — специальные толкатели; 6 — оболочковые формы; 7 — опоки-контейнеры; 8 — металлическая дробь
Бункер с формовочной смесью поворачивают на 180° (рис. 1.33, б). Формовочная смесь, состоящая из мелкодисперсного кварцевого песка (93…96 %) и пульвербакелита (4…
7 %), насыпается на модельную плиту с закрепленной на ней моделью и выдерживается (10…30 с ). Расплавление термореактивной смолы приводит к склеиванию песчинок и образованию полутвердой песчано-смоляной оболочки толщиной 5…
20 мм (в зависимости от времени выдержки).
Бункер возвращают в исходное положение (рис. 1.33, в), излишки формовочной смеси ссыпаются на дно бункера, а модельная плита с моделью с полутвердой оболочкой снимается с бункера и нагревается в печи (1…1,5 мин) при температуре 300…350 °С. При этом пульвербакелит переходит в твердое необратимое состояние.
Твердую оболочку снимают с модели специальными толкателями (рис. 1.33, г). Аналогичным способом изготавливают вторую полуформу.
Готовые оболочковые полуформы склеивают быстротвердеющим клеем на специальных прессах или скрепляют скобами.
Заливку форм производят в вертикальном или горизонтальном положении. Собранные формы с горизонтальной плоскостью разъема укладывают для заливки на слой песка. При заливке в вертикальном положении литейные формы помешают в опокиконтейнеры и засыпают кварцевым песком или металлической дробью (рис. 1.33, д) для предохранения от преждевременного разрушения оболочки при заливке расплава.
Выбивку отливок осуществляют на специальных выбивных или вибрационных установках, разрушая оболочки. При очистке отливок удаляют заусенцы, зачищают на шлифовальных кругах места подвода питателей и затем их подвергают дробеструйной обработке.
Применение метода литья по выплавляемым моделям как способ кастомизации изделия
Мигаль, К. А. Применение метода литья по выплавляемым моделям как способ кастомизации изделия / К. А. Мигаль, О. М. Утьев. — Текст : непосредственный // Молодой ученый. — 2019. — № 41 (279). — С. 18-21. — URL: https://moluch.ru/archive/279/62979/ (дата обращения: 22.06.2022).
Выявлена и обоснована актуальность проблемы кастомизации дизайна изделий. Предложен и описан метод литья по выплавляемым моделям, пригодный для данной цели, разобраны его достоинства и недостатки в контексте кастомизации. Проведен обзор случаев нестандартного использования данного метода и предложена собственная идея по применению метода литья по выплавляемым моделям с целью кастомизации.
Ключевые слова: метод литья по выплавляемым моделям, кастомизация, дизайн.
Внешний вид изделия во многом играет решающую роль при принятии решения о покупке. Выбирая между двумя равноценными товарами с одинаковыми техническими характеристиками, покупатель в конечном итоге выберет тот товар, который ему больше симпатичен, который отвечает его эстетическим предпочтениям.
Более того, на современном рынке товаров выбор настолько велик, что внешний вид изделия, его дизайн все чаще играет далеко не последнюю роль.
В связи с этим появляется вопрос: какой дизайн будет продаваться лучше? Как должен выглядеть товар, чтобы среди всего многообразия выбора, потенциальный покупатель останавливался именно на нем?
В этой проблеме кроется задача промышленного дизайнера — угодить бОльшему количеству потенциальных клиентов, максимально удовлетворяя их запросы о внешнем виде товара. Одним из методов решения данной проблемы является кастомизация изделия. Кастомизация (от англ.
to customize — настраивать, изменять что-то, делая более подходящим под нужды конкретного потребителя) — индивидуализация продукции под заказы конкретных потребителей путём внесения конструктивных или дизайнерских изменений.
Ярким примером кастомизации являются съемные чехлы для смартфонов и иной техники, которые имеют не только защитную функцию, но и позволяют пользователю менять внешний вид смартфона по своему желанию.
Кастомизация может применять как при создании изделия «с нуля», так и для доработки уже готового дизайна под запрос конкретного потребителя. В этом кроется ее достоинство.
Данный метод решает сразу несколько задач: удовлетворяет запрос потребителя, даёт идеи для будущего улучшения изделия, помогает понять в чём состоит спрос и мода в данный момент, является инструментом повышения ценообразования.
Каким образом кастомизировать изделие зависит от поставленной задачи. Одним из самых эффективных методов является метод литья по выплавляемым моделям. [1] Данный метод представляет собой многоэтапный процесс, в котором, с помощью неразъёмных оболочковых форм получают отливки, изготовленные по одноразовым моделям с применением жидких формовочных смесей.
Литье по выплавляемым моделям проводится поэтапно. Первый этап работы состоит в создании разъёмной пресс-формы по чертежу отливки, которая предназначена для получения в будущем моделей из легкоплавких материалов. Технологический процесс получения пресс-формы описывают в своих работах А. А. Шпаркович [2] и Т. Н. Оболенская [3].
Для изготовления пресс-формы могут применяться различные технологии и различные материалы, такие как сталь, цемент, гипс, алюминиевые сплавы и др. Для получения модели в пресс-формах пригодны различные легкоплавкие материалы или составы, а именно парафин, канифоль, стеарин и др.
Второй этап после подготовки пресс-формы заключается в заполнении полости легкоплавким модельным составом, после чего он охлаждается и затвердевает. Готовую модель изымают из пресс-формы и охлаждают до нормальной температуры. За процессом выплавления моделей следует процесс выжигания из опоки с формой остатков смеси и прокаливания ее в печи при температуре 850–900° С.
Далее форму заливают металлом, отливки выбивают из опок и отделяют их при необходимости от литниковой системы. После чего отливки освобождают из остатков формы, производят термическую обработку и финальную очистку.
Данный метод имеет ряд достоинств, а именно: литье по выплавляемым моделям обеспечивает получение точных и сложных отливок с применением различных сплавов, технологический процесс автоматизирован и механизирован, благодаря тому, что металл заливают в горячие формы, это создает благоприятные условия для заполнения формы и питания отливки и позволяет получать тонкостенные отливки массой в несколько граммов. Недостатком метода является сложность и длительность процесса производства отливок, применение специальной дорогостоящей оснастки. Модель отливки всегда является одноразовой, т. е. служит для изготовления только одной литейной формы и в процессе изготовления формы уничтожается. [4]
В качестве примера использования метода литья по выплавляемым моделям с целью кастомизации рассмотрим переделку знаменитых беспроводных наушников Apple AirPods. (рис. 1)

Рис. 1. Дизайн наушников от Пабло Симадевилья
Официальный производитель Apple представил на рынок свое изделие в традиционном белом цвете. При этом смартфоны iPhone этого же производителя доступны в разных цветах. Таким образом появляется следующая проблема: обладатели чёрного смартфона могут не захотеть приобретать белые наушники, потому что это может противоречить их представлению о красоте.
Для решения этой проблемы обладатель черного телефона может обратить к другому производителю, тогда компания Apple потеряет долю своей прибыли. Чтобы этого не происходило компания должна быть более гибкой по отношению к клиенту. Например, дать возможность клиенту самому выбрать цвет приобретаемого изделия.
Поэкспериментировать с дизайном легендарных наушников решил испанский ювелирный дизайнер Пабло Симадевилья, который превратил обычные белые AirPods в произведение искусства из настоящего 18-каратного золота. Видеоролик, на котором показана работа Симадевильи, уже набрал в YouTube более 26 миллионов просмотров.
[5] Новый дизайн привычных наушников вызвал бурную реакцию в сети Интернет и многие люди заинтересовались, во-первых, возможностью приобрести данную уникальную модель, а во-вторых, возможностью кастомизировать свои наушники, но из более бюджетных материалов.
Это лишний раз доказывает, что спрос на уникальные изделия растет, а потому растёт актуальность способов кастомизации. Метод литья по выплавляемым моделям обычно используется в промышленных целях для создания деталей для приборостроительной, авиационной, автомобильной и другой отраслевой промышленности.
Однако работа Пабло Симадевилья прекрасный пример того, что данный метод может быть крайне успешно использован и в целях кастомизации изделия. В связи с этим стоит обратить внимание на метод литья по выплавляемым моделям не только как на метод получения первоначального изделия, но и как на метод доработки и обновления продукта.
Данный метод можно применить к кастомизации самых разных изделий: предметов быта, интерьера, техники и др. Как известно, в интерьерном дизайне всегда актуальны интересные авторские решения, которые зачастую дизайнер создает сам, будь то стилизация мебели или декоративное панно.
Для исполнения таких задумок может быть пригоден метод литья. Например, для оформления насадки для душа. Имеющийся буквально в каждой квартире, душ зачастую не подвергается особому оформлению. Однако это лишь означает, что данную область еще только предстоит кастомизировать.
Оформление душевой насадки в виде касатки весьма экстравагантное и оно вряд ли будет пользоваться высоким спросом. (рис. 2) Тем не менее, для исполнения индивидуального заказа в единичном экземпляре дизайнер может прибегнуть к методу литья по выплавляемым моделям.
Этот метод позволит обеспечить не только интересный внешний вид привычного изделия, но и на основании материала изготовления улучшит технические характеристики. [6]
Рис. 2. Эскиз идеи кастомизации насадки для душа
Простор для кастомизации огромен. Уникальность идеи в условиях мировой глобализации становится все более ценной. В связи с этим современным промышленным дизайнерам необходимо искать методы, которые позволяет эффективно справляться с задачей кастомизации или ре-дизайна. Метод литья по выплавляемым моделям — один из тех, на который стоит взглянуть по-новому.
Литература:
- Соколова М. Л. Тенденции развития направления “Технологии художественной обработки материалов” // Труды Академии технической эстетики и дизайна. — 2016. — № 1. — С. 34–39.
- Шпаркович, А. А. Изготовление декоративной фигуры методом литья по выплавляемым моделям / науч. рук. О. М. Утьев // Современные техника и технологии: сборник трудов XX международной научно‑практической конференции студентов, аспирантов и молодых ученых, Томск, 14‑18 апреля 2014 г. В 3‑х т. — Томск: ТПУ, 2014. — Т. 3. — С. 311– 312.
- Оболенская, Т. Н. Выбор технологии изготовления амулета по мотивам кулайской культуры / науч. рук. О. М. Утьев // Современные техника и технологии: сборник трудов XIX международной научно‑практической конференции студентов, аспирантов и молодых ученых, Томск, 15‑19 апреля 2013 г. В 3‑х т. — Томск: ТПУ, 2013. — Т. 3. — С. 337–338.
- Современные проблемы направления “Технология художественной обработки материалов” // Российский технологический журнал. — 2017. — Т. 5, № 1. — С. 50–56.
- Cimadevila P. I TURN AIRPODS into 18K AIRGOLDS // Видеохостинг YouTube. — 2019. — 29 августа [Электронный ресурс]. URL: https://www.youtube.com/watch?v=Kgle4vt3OuI (дата обращения: 26.09.2019).
- Кухта М. С., Соколов А. П., Сокур К. С. Художественно-проектные решения и современные технологии арт-объектов средового дизайна // Известия Томского политехнического университета. — 2011. — Т. 319, № 6 — C. 177–181.
Основные термины (генерируются автоматически): метод литья, модель, внешний вид изделия, изделие, наушник.
Литье по выплавляемым моделям
Применяется для стального литья, а также для получения отливок из цветных металлов и их сплавов при небольших размерах деталей (например, детали швейных машин, режущий инструмент сложной формы из очень твердых материалов, детали ружей, мелкие детали счетных машин). Этот метод обеспечивает очень высокую степень точности до ±0,005 мм на 25 мм длины отливки, после которого почти не требуется механической дообработки.
Сущность метода состоит в том, что модель изготавливается из легко–плавких материалов: стеарина, парафина, воска, канифоли или чаще из смеси этих материалов.
После получения формы при просушке и прокалке этих форм, модель в форме расплавляется и состав ее выливается из формы, таким образом форма получается неразъемная, цельная, что и обеспечивает высокую точность отливок.
Формовочная смесь состоит из мелкого пылевидного песка, небольшого количества каолина и водного раствора жидкого стекла (Na2O·SiO2), т.е. представляет сметанообразную массу. Парафино-стеариновая модель, изготовленная в специальных прессформах для получения формы, погружается в эту смесь.
В результате на поверхности модели образуется тонкая корка формы (толщиной 0,5÷2 мм), которая присыпается мелким песком.
Такая готовая форма с моделью внутри в течение 5–6 часов сушится на воздухе, а затем помещается в специальный сушильный шкаф литниковой системой вниз, где при t до 200°С модель расплавляется и вытекает из формы. Для упрочнения формы, она затем помещается в печь, где прокаливается при t3800–900°C. При этом остатки состава модели выгорают.
Чтобы форма не разрушалась во время заливки металла ее ставят в специальные ящики из листвой стали и засыпают песком. Литниковая система обычно делается после получения самой формы. Причем в силу малых размеров деталей несколько форм блокируют и соединяют в общую литниковую систему.
После заливки жидкого металла в такую форму и затвердения его, форма разрушается.
- Для лучшего отделения формовочной смеси от отливки, отливку погружают в щелочные растворы, где формовочная смесь растворяется и окончательно отделяется от отливки.
- Пресс формы изготавливают из пластичных сплавов, цветных металлов, обжимая и спрессовывая их на специальную модель из стали, называемой эталоном при Р = 1,5÷2 атм (0,15…0,2 МПа).
- Технологический процесс изготовления отливок литьем по выплавляемым моделям состоит из следующих основных операций.
Изготовление моделей
Модельный состав, состоящий из двух или более легкоплавких компонентов: парафина, стеарина, жирных кислот, церезина и др., в пастообразном состоянии запрессовывают в прессформы (рисунок 2.5, а).
В качестве материала прессформ в зависимости от вида производства используют гипс, пластмассы, легкоплавкие металлы, сплавы, сталь или чугун. После затвердевания модельного состава прессформа раскрывается и модель (рисунок 2.
5, б) выталкивается в ванну с холодной водой.
Рисунок 2.5 – Последовательность операций процесса литья по выплавляемым моделям:
1 – прессформа; 2 – модельный состав; 3 – модель; 4 – модельный блок;
5 – емкость с керамической суспензией; 6 – специальная установка для обсыпки; 7 – кварцевый песок; 8 – бак с водой; 9 – устройство для нагрева воды; 10 – электрическая печь; 11 – оболочки; 12 – жаростойкая опока;
13 – ковш с расплавленным металлом
Сборка модельных блоков
Для этого модели собирают в модельные блоки (рисунок 2.5, в) с общей литниковой системой. В один блок объединяют от 2 до 100 моделей. Соединяют модели в кондукторе, механически скрепляя или склеивая их. Одновременно ведется отливка литниковой системы.
Для сборки моделей в блоки в кондукторе выставляют металлические стояки из алюминия, наращивают на них слой модельного состава толщиной 25 мм и крепят к нему модели. Этот прием ведет к повышению прочности блока, сокращению расхода состава, обеспечению удобства транспортирования, хранения и просушивания блоков при нанесении обмазки.
Покрытие моделей огнеупорной оболочкой
Модельный блок погружают в керамическую суспензию, налитую в емкость (рисунок 2.5, г), с последующей обсыпкой кварцевым песком в специальной установке (рисунок 2.5, д). Используемая керамическая суспензия состоит из огнеупорных материалов (пылевидный кварц, тонкоизмельченный шамот, электрокорунд и другие материалы) и связующего (гидролизованный раствор этилсиликата).
Затем модельные блоки сушат 22,5 ч на воздухе или 20 – 40 мин в среде аммиака. На модельный блок наносят 46 слоев огнеупорного покрытия с последующей сушкой каждого слоя.
Выплавление модельного состава из форм производят в горячей воде (80 – 90°С) (рисунок 2.5, е). При выдержке в горячей воде в течение нескольких минут модельный состав расплавляется, всплывает на поверхность ванны, откуда периодически удаляется для нового использования.
Подготовка литейных форм к заливке
После извлечения из ванны оболочки промывают водой и сушат в шкафах (1,52 ч при 200°С). Затем оболочки ставят вертикально в жаростойкой опоке, вокруг засыпают сухой кварцевый песок и уплотняют его, после чего форму направляют в электрическую печь (рисунок 2.5, ж), в которой ее прокаливают (не менее 2 ч при 900 – 950°С).
В печи частички связующего спекаются с частичками огнеупорного материала, влага испаряется и остатки модельного состава выгорают.
Заливка расплавленного металла из ковша производится сразу же после прокалки в горячую литейную форму (рисунок 2.5, з).
Охлаждение отливок
После охлаждения отливки форму разрушают. Отливки отделяют от литников и для окончательной очистки направляют на химическую очистку, затем промывают проточной водой, сушат, подвергают термической обработке и контролю.
Участки литья по выплавляемым моделям имеются на многих судостроительных и машиностроительных заводах.
На них изготовляют сложные по конфигурации стальные отливки, получение которых другими способами или с применением механической обработки невозможно или привело бы к значительному усложнению технологического процесса и удорожанию продукции.
К таким отливкам относятся в основном различные мелкие детали: турбинные лопатки, крыльчатки, решетки, распылители, угольники, кронштейны, рукоятки, ключи и другие детали высокой точности.
Электрошлаковое литье (ЭШЛ) – это способ получения фасонных отливок в водоохлаждаемой металлической литейной форме – кристаллизаторе, основанной на применении ЭШЛ расходуемого электрода. Применяется для получения точных крупных стальных (спец. сплавов) отливок ответственного назначения (фасонные элементы аппаратуры, работающие под давлением).
Сущность заключается в том, что приготовление расплава (плавка) совмещено по месту и времени с заполнением литейной формы Vраспл. = Vкристал.
Обработка материалов давлением >
Теория по ТКМ >
Литье по выплавляемым моделям. Суть процесса. Основные операции и область применения
Литье по выплавляемым моделям – это процесс, в котором для получения отливки применяются разовые точные неразъемные керамические оболочковые формы, полученные по разовым моделям с использованием жидких формовочных смесей.
Перед заливкой расплава модель удаляется из формы выплавлением, выжиганием, растворением или испарением. Для удаления остатков модели и упрочнения формы ее нагревают до высоких температур. Прокалкой формы перед заливкой достигается практически полное исключение ее газотворности, улучшается заполняемость формы расплавом.
Основные операции технологического процесса показаны на рисунке 2.1.
Модель или звено моделей 2 изготовляют в разъемной пресс-форме 1, рабочая полость которой имеет конфигурацию и размеры отливки с припусками на усадку модельного состава и материала отливки, а также обработку резанием (рисунок 2.1, а). Модель изготовляют из материалов, либо имеющих невысокую температуру плавления (воск, стеарин, парафин), либо способных растворяться (карбамид) или сгорать без образования твердых остатков (полистирол).
Готовые модели или звенья моделей собирают в блоки 3 (рисунок 2.1, б), имеющие модели элементов литниковой системы из того же материала, что и модель отливки. Блок моделей состоит из звеньев, центральная часть которых образует модели питателей и стояка. Модели чаши и нижней части стояка изготавливают отдельно и устанавливают в блок при его сборке.
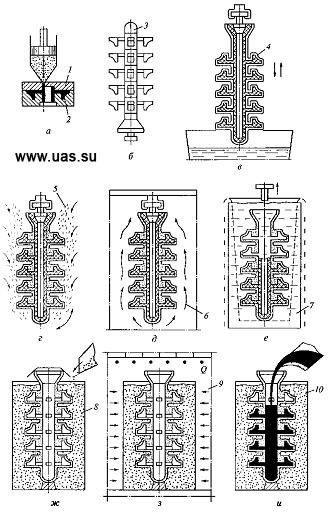
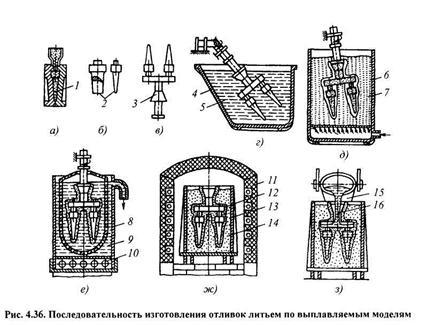
Рисунок 2.
1 – Последовательность изготовления многослойной оболочковой формы по выплавляемым моделям: а – запрессовка модельного состава в пресс-форму; б – сборка блока; в – нанесение на блок суспензии; г – посыпка огнеупорным зернистым материалом: д – сушка; е – удаление модели; ж – засыпка опорным .
материалом; з – прокалка в печи; и – заливка формы расплавом; 1 – пресс-форма; 2 – модель; 3 – блок моделей отливок и литниковой системы; 4 – слой суспензии; 5 – огнеупорный зернистый материал; 6 – пары аммиака; 7 – горячая вода; 8 – опорный материал; 9 – печь; 10 – прокаленная форма; Q – подвод теплоты
Для получения оболочковых форм полученный блок моделей погружают в емкость с жидкой формовочной смесью – суспензией, состоящей из пылевидного огнеупорного материала, например, пылевидного кварца или электрокорунда и связующего (рисунок 2.1, в). В результате на поверхности модели образуется слой суспензии 4 толщиной менее 1 мм.
Для упрочнения этого слоя и увеличения его толщины на него наносят слои огнеупорного зернистого материала 5 (мелкий кварцевый песок, электрокорунд, зернистый шамот) (рисунок 2.1, г). Операции нанесения суспензии и обсыпки повторяют до получения на модели оболочки требуемой толщины (3 – 10 слоев).
При этом каждый слой покрытия высушивают на воздухе или в парах аммиака 6, что зависит от связующего (рисунок 2.1, д).
После сушки оболочковой формы модель удаляют из нее выплавлением, растворением, выжиганием или испарением. В качестве примера на рисунке 2.1 показано, как в процессе удаления выплавляемой модели в горячей воде 7 при температуре менее 100оС получают многослойную оболочковую форму (рисунок 2.1, е).
С целью упрочнения формы перед заливкой ее помещают в металлический контейнер и засыпают огнеупорным материалом 8 (кварцевым песком, мелким боем использованных оболочковых форм) (рисунок 2.1, ж).
Для удаления остатков моделей из формы и упрочнения связующего контейнер с оболочковой формой помещают в печь 9 для прокаливания (рисунок 2.1, з).
Прокалку формы ведут при температуре 900 – 1100оС, далее прокаленную форму 10 извлекают из печи и заливают расплавом (рисунок 2.1, и).
После затвердевания и охлаждения отливки до заданной температуры форму выбивают, отливки очищают от остатков керамики и отрезают от них литники.
Во многих случаях оболочки прокаливают в печи до засыпки огнеупорным материалом, а затем для упрочнения их засыпают предварительно нагретым огнеупорным материалом. Это позволяет уменьшить продолжительность прокаливания формы перед заливкой и сократить энергозатраты. Так, например, организован технологический процесс на автоматических линиях для массового производства отливок.
Малая шероховатость поверхности формы при достаточно высокой огнеупорности и химической инертности материала позволяет получать отливки с поверхностью высокого качества. После очистки от остатков оболочковой формы шероховатость поверхности отливок составляет от Rz = 20 мкм до Ra — 1,25 мкм.
Отсутствие разъема формы, использование для изготовления моделей материалов, позволяющих не разбирать форму для их удаления, высокая огнеупорность материалов формы, а также нагрев ее до высоких температур перед заливкой способствуют улучшению заполняемости, дает возможность получать отливки сложнейшей конфигурации, максимально приближенной или соответствующей конфигурации готовой детали, из практически всех известных сплавов. Достигаемый коэффициент точности отливок по массе (КТМ = 0,85 – 0,95) способствует резкому сокращению объемов обработки резанием и отходов металла в стружку. Точность отливок может соответствовать классам точности 2 – 5 по ГОСТ 26645—85 (изм. № 1,1989), припуски на обработку резанием для отливок размером до 50 мм обычно не превышают 1 мм, а для отливок размером до 500 мм – около 3 мм. Поэтому литье по выплавляемым моделям относится к прогрессивным материало- и трудосберегающим технологическим процессам обработки металлов.
Особенности формирования отливок и их качество. Получение отливок в оболочковой форме сопряжено с рядом особенностей, в частности, перед заливкой форму нагревают до сравнительно высоких температур. Это определяет следующие технологические моменты.
Небольшие теплопроводность, теплоемкость и плотность материалов оболочковой формы и повышенная температура формы снижают скорость отвода теплоты от расплава, что способствует улучшению заполняемости формы.
Благодаря этому возможно получение сложных стальных отливок с толщиной стенки 0,8 – 2 мм со значительной площадью поверхности.
Улучшению заполняемости формы способствуют также и малая шероховатость ее стенок, возможность использования внешних воздействий на расплав, таких, как поле центробежных или электромагнитных сил, заливка с использованием вакуума и др.
Невысокая интенсивность охлаждения расплава в нагретой оболочковой форме приводит к снижению скорости затвердевания отливок, укрупнению кристаллического строения, возможности появления в центральной части массивных узлов и толстых (6 – 8 мм) стенок усадочных дефектов – раковин и пористости.
Тонкие же стенки (1,5 – 3 мм) затвердевают достаточно быстро, и осевая пористость в них не образуется. Для уменьшения усадочных дефектов необходимо создавать условия для направленного затвердевания и питания отливок. Для улучшения кристаллического строения отливок используют термическую обработку.
Повышенная температура формы при заливке способствует развитию на поверхности контакта отливки с формой физико-химических процессов, результатом которых может быть как желательное изменение структуры поверхностного слоя отливки, так и нежелательное, т. е. приводящее к появлению дефектов поверхности.
Например, на отливках из углеродистых сталей характерным дефектом является окисленный и обезуглероженный поверхностный слой глубиной до 0,5 мм.
Причина окисления и обезуглероживания отливок заключается во взаимодействии кислорода воздуха с металлом отливки при ее затвердевании и охлаждении.
Основные факторы, влияющие на процесс обезуглероживания, – это состав газовой среды, окружающей отливку, температура отливки и формы, содержание углерода в отливке.
С увеличением содержания в окружающей отливку среде газов-окислителей (О2, СО2 и паров Н2О) при высоких температурах отливки и формы процессы обезуглероживания интенсифицируются. Поэтому небольшая скорость охлаждения отливки в нагретой оболочковой форме способствует увеличению глубины обезуглероженного слоя.
Увеличение содержания углерода в стали повышает интенсивность обезуглероживания поверхностного слоя отливки.
Для уменьшения глубины обезуглероженного слоя используют специальные технологические приемы, основанные на предотвращении или уменьшении контакта кислорода воздуха с затвердевающей отливкой, на создании вокруг отливки восстановительной газовой среды и на быстром охлаждении, т.е. сокращении длительности реакции.
На отливках из легированных сталей следствием физико-химического взаимодействия материалов формы и отливки при высоких температурах появляются точечные дефекты (питтинги), приводящие к снижению коррозионной стойкости, жаростойкости и жаропрочности отливок и их браку.
Предупредить появление этого дефекта можно созданием восстановительной газовой среды в форме; проведением заливки форм в вакууме, в нейтральной или защитной среде; уменьшением или устранением взаимодействия оксидов отливки и формы; заменой ее огнеупорного материала, например кремнезема, основными огнеупорами (магнезитовыми, хромомагнезитовыми).
Наконец, стремление получить отливки с чистой гладкой поверхностью вызывает необходимость использования огнеупорных материалов с малыми размерами зерна основной фракции (менее 0,03 мм).
Это снижает газопрони-цаемость оболочковой формы, создает опасность образования воздушных «мешков» в форме при ее заполнении, приводит к снижению заполняемости формы и образованию дефектов отливок из-за незаполнения форм.
Эффективность производства и область применения. Исходя из производственного опыта, можно выделить следующие преимущества способа литья в оболочковые формы по выплавляемым моделям:
- возможность изготовления из практически любых сплавов отливок сложной конфигурации, тонкостенных, с малой шероховатостью поверхности, высоким коэффициентом точности по массе, минимальными припусками на обработку резанием, с резким сокращением отходов металла в стружку;
- возможность создания сложных конструкций, объединяющих несколько деталей в один узел, что упрощает технологию изготовления машин и приборов;
- возможность экономически выгодного осуществления процесса в единичном (опытном) и серийном производствах, что важно при создании новых машин и приборов;
- уменьшение расхода формовочных материалов для изготовления отливок, снижение материалоемкости производства;
- улучшение условий труда и уменьшение вредного воздействия литейного процесса на окружающую среду.
Наряду с преимуществами данный способ обладает и следующими недостатками:
- процесс изготовления литейной формы является многооперационным, трудоемким и длительным;
- большое число технологических факторов, влияющих на качество формы и отливки, и соответственно связанная с этим сложность управления их качеством;
- большая номенклатура материалов, используемых для получения формы (материалы для моделей, суспензии, обсыпки блоков, опорные материалы);
- сложность манипуляторных операций изготовления моделей и форм, сложность автоматизации этих операций;
- повышенный расход металла на литники и поэтому невысокий технологический выход годного (ТВГ).
Указанные преимущества и недостатки определяют эффективную область использования литья в оболочковые формы по выплавляемым моделям, а именно:
- изготовление отливок, максимально приближающихся по конфигурации к готовой детали, с целью снизить трудоемкость обработки труднообрабатываемых металлов и сплавов резанием, сократить использование обработки давлением труднодеформируемых металлов и сплавов, заменить трудоемкие операции сварки или пайки для повышения жесткости, герметичности, надежности конструкций деталей и узлов;
- изготовление тонкостенных крупногабаритных отливок повышенной точности с целью уменьшить массу конструкции при повышении ее прочности, герметичности и других эксплуатационных свойств;
- изготовление отливок повышенной точности из сплавов с особыми свойствами и структурой.
Производство отливок по выплавляемым моделям находит широкое применение в разных отраслях машиностроения и в приборостроении. Использование литья в оболочковые формы для получения заготовок деталей машин взамен изготовления их из кованых заготовок или проката приводит к снижению в среднем на 34 – 90% отходов металла в стружку.
При этом трудоемкость обработки резанием уменьшается на 25 – 85%, а себестоимость изготовления деталей – на 20 – 80%. Однако следует учитывать, что экономическая эффективность существенно зависит от выбора номенклатуры отливок, изготавливаемых этим способом.
Только при правильном выборе номенклатуры деталей достигается высокая экономическая эффективность данного производства.
Литье по выплавляемым моделям
Вопрос №11.
Сущность литья по выплавляемым моделям сводится к изготовлению отливок заливкой расплавленного металла в разовую тонкостенную неразъемную литейную форму, изготовленную из жидкоподвижной огнеупорной суспензии по моделям разового использования с последующим затвердеванием залитого металла, охлаждением отливки в форме и извлечением ее из формы.
Этим способом отливки получают путем заливки расплавленного металла в формы, изготовленные по выплавляемым моделям многократным погружением в керамическую суспензию с последующими обсыпкой и отверждением.
Разовые выплавляемые модели изготовляют в пресс-формах из модельных составов, состоящих из двух или более легкоплавких компонентов: парафина, стеарина, жирных кислот, церезина и др.
Модельный состав в пастообразном состоянии запрессовывают в пресс-формы 1 (рис. 4.36, а). После его затвердевания пресс-форма раскрывается и модель 2 (рис. 4.36, б) выталкивается в ванну с холодной водой.Затем модели собирают в модельные блоки 3 (рис. 4.36, в) с общей литниковой системой. В один блок объединяют 2 … 100 моделей.
Для изготовления литейных форм по выплавляемым моделям используется жидкая формовочная смесь — керамическая суспензия, которая состоит из огнеупорных материалов и связующего.
В качестве огнеупорных материалов используются пылевидный кварц, тонкоизмельченный шамот, электрокорунд (А12О3) и другие материалы. Для обсыпки слоя суспензии применяется кварцевый песок. Связующим материалом здесь является гидролизованный раствор этилсиликата (C2H5O4)Si.
Этилсиликат представляет собой смесь эфиров кремниевых кислот, содержащих 28 … 45 % кремнезема (SiO2). Для придания вяжущих свойств этилсиликат подвергают гидролизу, сущность которого состоит в замещении этоксильных групп (-ОС2Н5) гидроксильными (-ОН).
При гидролизе используются органические растворители (технический ацетон, этиловый спирт и др.) и катализатор — соляная кислота. Образовавшиеся в результате реакции молекулы поликремниевых кислот nSiO2 • (n+1)Н2О повышают вязкость раствора и способствуют образованию силикозоля. При прокалке золь переходит в гель.
Гель теряет влагу, и содержащийся в нем оксид кремния соединяет зерна огнеупора, при этом суспензия отвердевает.
Огнеупорную суспензию приготовляют в специальных мешалках, в бак которых загружают, например, пылевидный кварц (65 … 75 % от массы суспензии) гидролизованный раствор этилсиликата (35…25 %) и тщательно перемешивают до полного удаления пузырьков. Для приготовления суспензии используются и другие способы.
Формы по выплавляемым моделям изготовляют погружением модельного блока 3 в керамическую суспензию 5, налитую в емкость 4 (рис. 4.
36, г), с последующей обсыпкой кварцевым песком 7 в специальной установке 6 (рис. 4.36, д). Затем модельные блоки сушат 2 … 2,5 ч на воздухе или 20 … 40 мин в среде аммиака.
На модельный блок наносят четыре — шесть слоев огнеупорного покрытия с последующей сушкой каждого слоя.
Модели из форм удаляют выплавлением в горячей воде. Для этого их погружают на несколько минут в бак 8, наполненный водой 9, которая устройством 10 нагревается до температуры 80 … 90 °С (рис.4.36, е).
При выдержке модельный состав расплавляется, всплывает на поверхность ванны, откуда периодически удаляется для нового использования. После извлечения из ванны оболочки промывают водой и сушат в шкафах в течение 15 2 ч при температуре 200 °С.
Затем оболочки 12 ставят вертикально в жаростойкой опоке 13, вокруг засыпают сухой кварцевый песок 14 и уплотняют его после чего форму направляют в электрическую печь 11 (рис. 4.36, ж), в которой ее прокаливают не менее 2 ч при температуре 900 … 950 °С.
При прокалке частички связующего спекаются с частичками огнеупорного материала, влага испаряется, остатки модельного состава выгорают. Формы сразу же после прокалки, горячими, заливают расплавленным металлом к, из ковша 15 (рис. 4.36, з). После охлаждения отливки форму разрушают.
Отливки на обрезных прессах или другими способами отделяют от литников и для окончательной очистки направляют на химическую очистку в 45 %-ный водный раствор едкого натра, нагретый до температуры 150 °С. После травления отливки промывают проточной водой, сушат, подвергают термической обработке и контролю.
Керамическая суспензия позволяет точно воспроизвести контуры модели, а образование неразъемной литейной формы с малой шероховатостью поверхности способствует получению отливок с высокой точностью геометрических размеров и тоже с малой шероховатостью поверхности, что значительно снижает объем механической обработки отливок. Припуск на механическую обработку составляет 0,2…0,7 мм.
Заливка расплавленного металла в горячие формы позволяет получать сложные по конфигурации отливки с толщиной стенки 1 …
3 мм и массой от нескольких граммов до нескольких десятков килограммов из жаропрочных труднообрабатываемых сплавов (турбинные лопатки), коррозионностойких сталей (колеса для насосов), углеродистых сталей в массовом производстве (в авто- и приборостроении, других отраслях машиностроения).
Технологический процесс изготовления отливок по выплавляемым моделям механизирован и автоматизирован. В массовом производстве используют автоматические установки для изготовления моделей, приготовления суспензии, нанесения ее на блоки моделей и обсыпки их кварцевым песком, для прокаливания и заливки форм и т.д., объединенные транспортными устройствами в автоматические линии.






