Чтобы упростить процесс намотки проволоки, рекомендуем использовать для этого самодельный станок. В сегодняшней статье расскажем, как изготовить его своими руками.
Необходимые материалы:
- листовой металл;
- резьбовая шпилька;
- круглая труба;
- стальной уголок;
- болты с гайками.
Смотанная в спираль металлическая проволока служит заготовкой для изготовления колец. Для этого нужно просто разрезать спираль болгаркой и кольца готовы.

1
 Холодная ковка металла: как сделать станок для гибки круглого прутка
Холодная ковка металла: как сделать станок для гибки круглого прутка
Своим личным опытом изготовления станка для намотки проволоки поделился автор YouTube канала AX Creates. Берите на заметку.
Первым делом из листового металла толщиной 3—4 мм вырезаем пластину прямоугольной формы.
К ней необходимо приварить два отрезка уголка, на которые будет опираться шаблон для намотки проволоки.

Затем отрезаем еще два куска уголка и привариваем их к опорам. В верхних уголках нужно высверлить отверстия и приварить гайки.
1
 Идея для мастерской: электромолот своими руками
Идея для мастерской: электромолот своими руками 

На следующем этапе отрезаем два кусочка металла и привариваем их по краям основания спереди опор.
Укладываем на них резьбовую шпильку и привариваем ее. В гайки вкручиваем болты, которые выступают в качестве прижимов.

1
 Как из обрезков пластиковой трубы сделать мини органайзер с выдвижными ящиками
Как из обрезков пластиковой трубы сделать мини органайзер с выдвижными ящиками 
Далее отрезаем два куска круглой трубы и свариваем их вместе перпендикулярно друг другу. В результате у нас получится съемная рукоятка.
- После этого из круглых труб разного диаметра изготавливаем шаблоны для намотки проволоки.
- К торцам шаблонов привариваем отрезки стального прутка, на которые будет надеваться рукоятка.
1
Приспособление для сверления отверстий в круглых трубах
Сборка приспособления
К нижней части основания привариваем кусок уголка или металлической полосы, чтобы можно было зафиксировать станок в слесарных тисках. Устанавливаем шаблон требуемого диаметра.
Отрезаем кусок проволоки и загибаем один из краев. Пропускаем заготовку под резьбовой шпилькой и вставляем загнутый конец в отверстие в шаблоне.
После этого вращением рукоятки наматываем проволоку на шаблон и получаем спираль. Затем ее надо будет разрезать болгаркой.
Видео по теме
Подробно о том, как собрать самодельный станок для намотки проволоки, можно посмотреть в авторском видеоролике ниже.
INTERESTING DIY TOOL IDEA FROM SCRAP METAL!!!! HOMEMADE TOOLS IDEAS!!!!
Наверх
Намоточный станок
Устройства для наматывания медного провода часто используются в работе электриков и радиолюбителей. В качестве основы для провода используют специальную катушку. При проведении работы в промышленности процесс требует точности и скорости. В домашних мастерских намоточный станок также может применяться для проведения рассматриваемой работы.
Намоточный станок
Метод работы намоточного станка
На сегодняшний день намоточный станок считается весьма востребованным оборудованием, при его применении проводится создание однослойных и многослойных катушек трансформаторного типа. За счет подобного механизма можно равномерно распределить проволоку на подготовленные барабаны. Выделяют ручные и автоматические варианты исполнения станков, оба работают по схожему признаку:
- Основное вращение может передаваться от установленного электрического привода или механической рукоятки. В случае рукоятки она крепится на вал, который также используется для крепления барабана.
- Укладка проволоки упрощается за счет специального направляющего элемента. Именно он также обеспечивает равномерность распределения мотков.
- Специальный счетчик может определять количество витков, которые укладываются на барабан. При изготовлении самодельных конструкций в качестве счетчика может использоваться велосипедный спидометр.
Устройство намоточного станка
Применение специального механизма позволяет проводить рядовую и тороидальную, перекрестную укладку проволоки.
Электрический вариант исполнения характеризуется высокой эффективностью, вращение передается от электрического двигателя через ременную передачу и шкивы. Фрикционная муфта делает работу более плавной, что исключает вероятность обрыва.
Современные варианты исполнения оснащены цифровым оборудованием. Установленные блоки памяти могут не только считать количество витков, но и запоминать эту информацию.
Механизм намоточного станка
Рассматривая ручной намоточный станок нужно учитывать, что в продаже есть несколько различных вариантов конструкции: рядовой, тороидальный и универсальный. Все варианты исполнения характеризуются определенными особенностями, которые нужно учитывать.
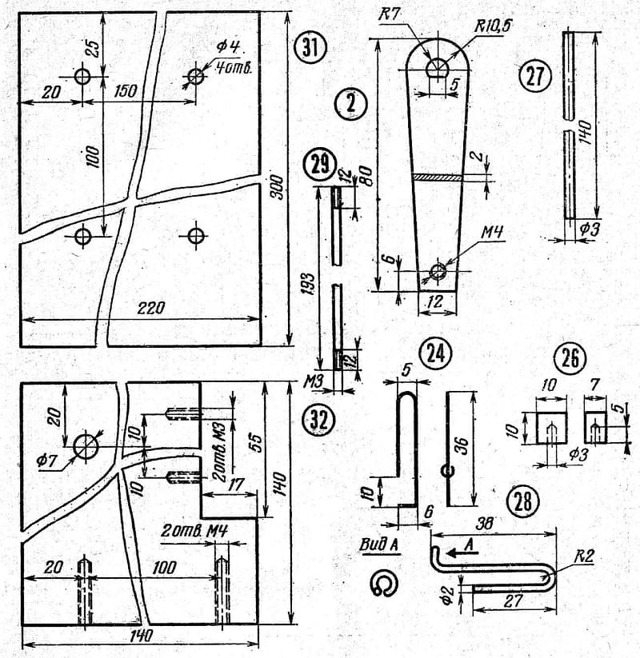
Схема сборки намоточного станка
Намоточный станок, который проводит рядовую укладку проволоки, состоит из следующих элементов:
- В основе конструкции лежит сварная рама, которая имеет посадочные места и отверстия для фиксации других основных элементов.
- Подобный станок обладает механизмом, за счет которого длинномерный материал распределяется по всей длине барабана равномерно. Распределение проводится за счет каретки с направляющими роликами, которая и переводится вдоль барабана.
- Модели намоточных станков могут отличаться друг от друга размерами и функциональными возможностями.
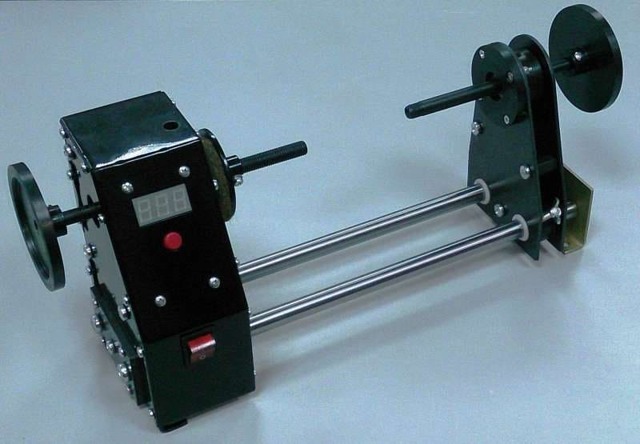
Встречаются и стандартные механизмы, предназначенные для укладки проволоки. Среди их особенностей можно отметить следующие моменты:
- Основная часть конструкции представлена каркасом, который изготавливается из металла и дерева. Она расположена вертикально.
- Опоры служат для расположения двух горизонтальных осей: одна используется для установки пластин, вторая катушки.
- Механизм имеет и сменные шестерни, которые предназначены для передачи вращения.
- Ось соединена с рукояткой. Для ее фиксации используется цанговый зажим.
- В качестве фиксатора используются винты и гайки.
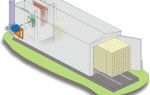
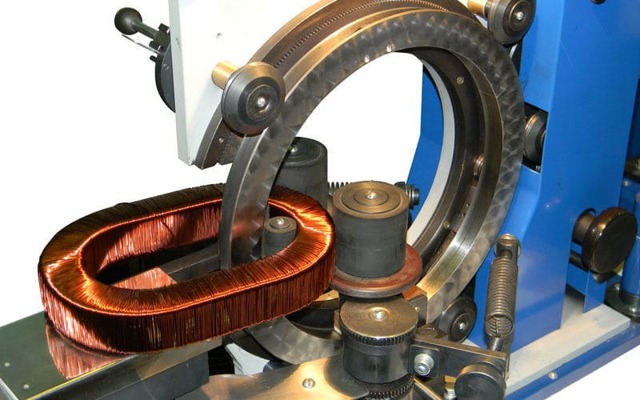
Если наматывать нужно на тороидальные сердечники, то используется механизм кольцевого типа. Он имеет следующие особенности:
- Конструкция напоминает челнок, который работает по принципу швейной иглы.
- Намоточное устройство подобного типа имеет шпулю. Она представлена сочетанием двух пересекающихся колец со съемным сектором.
- Для того чтобы шпуля вращалась устанавливают электрический двигатель.
При учете особенностей подобных механизмов можно создать самодельный намоточный станок. Он не будет существенно уступать покупным, при этом обойдется недорого.
Необходимые материалы и комплектация для изготовления
Основным элементом практически любой конструкции можно назвать каркас. Он изготавливается при скреплении всех элементов сваркой. Особенности конструкции следующие:
- Самодельный намоточный станок не должен выдерживать большую нагрузку. Поэтому в отдельных элемента просверливаются отверстия, после чего привариваются к основанию.
- В ранее созданных отверстиях монтируют втулки, в нижних располагают подшипники.
- С внешней стороны конструкции крепежные элементы прикрываются крышками.
- Верхний вал должен иметь диаметр 12 мм. Он предназначен для фиксации катушки.
- Средний предназначен для распределения нити по барабану. Перед тем как использовать механизм этот элемент полируется.
- Нижний вал предназначается для подачи длинномерного материала. Его размер может варьировать в большом диапазоне.
 Самодельный намоточный станок
Самодельный намоточный станок
 Изготовление намоточного станка
Изготовление намоточного станка
Намоточное устройство может изготавливаться самостоятельно. Рекомендуется использовать трехступенчатые шкивы, которые вытачиваются из закаленной стали.
Устройство укладчика проволоки
Процесс распределения длинномерного материала осуществляется за счет трех пластин, которые соединяются между собой. В верхней части создаваемой конструкции просверливается отверстие 6 мм. Он служит для установки винта:
- В пластины монтируются втулки, диаметр и длина которых 20 мм.
- Наружные элементы соединяются при вклеивании желоба из кожи. Они требуются для выравнивания и натягивания катушки.
- Сверху крепится стержень из стали, на котором есть витки резьбы. Он предназначен для скрепления пластин.
- Упростить процесс можно при установке откидного кронштейна.
Устройство укладчика проволоки
Самодельный намоточный станок характеризуется высокой эффективностью. Намоточное устройство изготовить достаточно просто даже при использовании простых материалов и инструментов.
Изготовление счетчика витков
В некоторых случаях нужно знать количество уложенных витков. Для этого устанавливается специальное устройство, которое также можно изготовить самостоятельно. Среди особенностей отметим следующие моменты:
- На верхний бал крепится обычный электрический магнит.
- К одной из сторон подводится изолированный провод.
- Отводимые контакты подсоединяются к специальному калькулятору.
- Катушка с проводом размещается отдельно.
 Счетчик витков для намоточного станка
Счетчик витков для намоточного станка
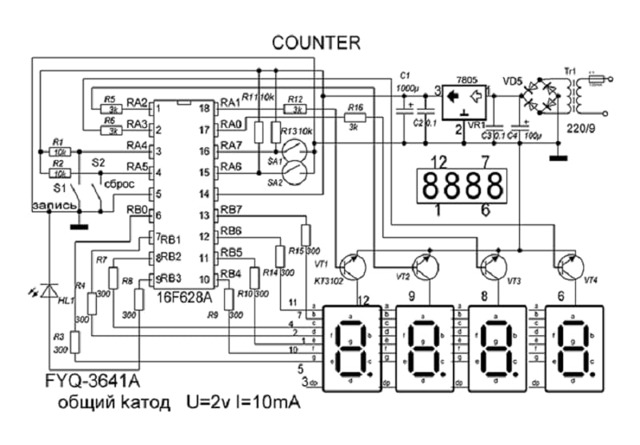 Схема счетчика витков
Схема счетчика витков
За счет подобно расположения основных элементов счетчик получается компактным и весьма эффективным в применении. Станок для намотки с самодельным устройством подсчета витков дает небольшую погрешность, что стоит учитывать.
Самодельный намоточный станок
Степан Миронов
В радиолюбительской практике, часто возникает необходимость намотать/перемотать различные обмотки трансформаторов, дросселей, реле и др. .
При разработке данного станка, ставились следующие задачи: 1.
Малые габариты.
2. Плавный старт шпинделя.
3. Счётчик до 10000 витков (9999).
4. Намотка с автоматической укладкой провода. Шаг укладки (диаметр провода) 0.02 — 0.4мм.
5.
Возможность намотки секционных обмоток без перенастройки.
6. Возможность закрепления и намотки каркасов без центрального отверстия.
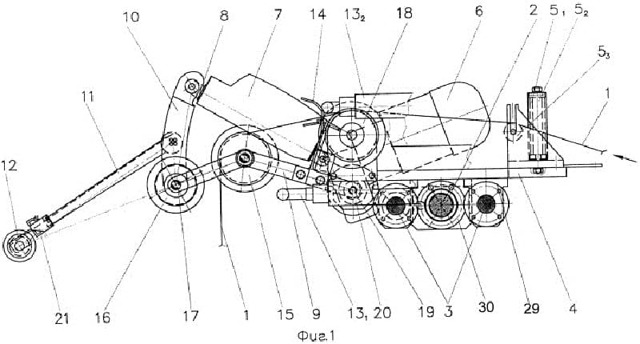
Рисунок 1.
Внешний вид намоточного станка.
Состав намоточного станка. 1. Подающая бобина (катушка с проводом).
2. Притормаживание (тормозной механизм).
3. Шаговый двигатель центровки бобины.
4. Шариковые мебельные направляющие.
5. Шторка оптических датчиков механизма центровки бобины.
6. Ручка перемещения позиционера на другую секцию при намотке секционных обмоток.
7.
Кнопки ручного переключения направления укладки.
8. Светодиоды направления укладки.
9. Шаговый двигатель позиционера.
10. Шторки оптических датчиков границы намотки.
11. Винт позиционера.
12. Шариковые мебельные направляющие.
13. Наматываемая катушка.
14. Двигатель намотки.
15. Счётчик витков.
16. Кнопки настройки.
17. Оптический датчик синхронизации.
18.
Регулятор скорости.
Устройство и принцип действия
Подающий узел
Подающий узел предназначен для закрепления на нём бобины с проводом, различных величин, и обеспечения натяжения провода.
В него входит механизм крепления бобин и механизм подтормаживания вала.
Рисунок 2.
Подающий узел.
Подтормаживание
Без подтормаживания подающей бобины, намотка провода на каркасах будет рыхлая и качественной намотки не получится. Войлочная лента «2», тормозит барабан «1». Поворот рычага «3», натягивает пружину «4» — регулировка силы торможения. Для разной толщины провода, настраивается своё притормаживание. Здесь используются готовые детали видеомагнитофона.
Рисунок 3.
Подтормаживающий механизм.
Центровка бобины
Малые габариты станка и расположение в непосредственной близости, наматываемой катушки и подающей бобины с проводом, потребовали ввести дополнительный механизм центровки подающей бобины.
Рисунок 4, 5.
Центрирующий механизм.
При намотке катушки, провод с бобины воздействует на шторку «5», выполненной виде “вилки” и шаговый двигатель «3», через редуктор с делением 6 и зубчатый ремень, по роликовым направляющим «4», автоматически сдвигает бобину в нужном направлении.
Таким образом, провод всегда находится по центру см. рис 4, рис 5:
Рисунок 6.
Датчики, вид сзади.
Состав и устройство датчиков. 19. Оптические датчики механизма центровки бобины.
5. Шторка перекрывающая датчики механизма центровки бобины.
20. Шторки перекрывающие датчики переключения направления позиционера.
21. Оптические датчики переключения направления позиционера.
Позиционер
Шторками «20» рис. 6 — выставляется граница намотки. Шаговый двигатель, перемещает механизм укладчика, пока шторка не перекроет один из датчиков «21» рис. 6, после чего меняется направление укладки.
В любой момент можно изменить направление укладки кнопками «1» рис. 7.
Рисунок 7.
Укладчик.
Скорость вращения шагового двигателя «9» рис. 7, синхронизирована с помощью датчика «10», «11» рис 8, с вращением наматываемой катушки и зависит от диаметра провода установленного в меню.
Диаметр провода, может быть выставлен 0.02 – 0.4мм. С помощью ручки «8» рис. 7, можно передвинуть весь позиционер в сторону, не изменяя границы намотки.
Таким образом, можно намотать другую секцию в многосекционных каркасах.
Рисунок 8.
Оптодатчик.
Состав позиционера и оптодатчика (рис. 7-8). 1. Кнопки ручного переключения направления укладки.
2. Светодиоды направления укладки.
3. Шторки перекрывающие датчики переключения направления позиционера.
4. Линейный подшипник.
5. Капролоновая гайка.
6.
Ведущий винт. Диаметр 8мм, шаг резьбы 1,25мм.
7. Шариковые мебельные направляющие.
8. Ручка перемещения позиционера на другую секцию при намотке секционных обмоток.
9. Шаговый двигатель.
10. Оптический датчик синхронизации.
11. Диск, перекрывающий датчик синхронизации.
18 прорезей.
Приёмный узел
Рисунок 9.
Приёмный узел.
Рисунок 10, 11.
Приёмный узел.
1. Счётчик витков.
2. Коллекторный высокоскоростной двигатель.
3. Шестерня редуктора.
4. Кнопка «сброс счётчика».
5. Регулировка скорости.
6. Включатель «Старт намотки».
7. Крепёж наматываемой катушки.
Вращение наматываемой катушки, производит коллекторный высокооборотный двигатель через редуктор.
Редуктор состоит из трёх шестерён с общим делением 18.
Это обеспечивает необходимый вращающий момент на малых оборотах.
- Регулировка скорости двигателя, производится изменением питающего напряжения.
Рисунок 12, 13.
Крепление каркаса имеющего отверстие.
Конструкция приёмного узла позволяет закреплять, как каркасы имеющие центральное отверстие, так и каркасы, таких отверстий не имеющие, что хорошо видно на рисунках.
Рисунок 14, 15.
Крепление каркаса не имеющего отверстие.
Электрическая схема
Рисунок 16.
Электрическая схема намоточного станка.
Всеми процессами станка, управляет микроконтроллер PIC16F877.
Индикация количества витков и диаметра провода, отображается на светодиодном четырёх знаковом индикаторе. При нажатой кнопке «D», отображается диаметр провода, при отжатой количество витков.
Для изменения диаметра провода, нажать кнопку «D» и кнопками «+», «-» изменить значение. Установленное значение автоматически сохраняется в EEPROM. Кнопка «Zerro» — обнуление счётчика. Разъём «ISCP» служит для программирования микроконтроллера. P.S.
Чертежей механической части не существует, потому что устройство изготовлялось в одном экземпляре, и конструкция формировалась в процессе сборки.
В данной конструкции были использованы имеющиеся в разборке элементы и узлы (не имеющие маркировки) от видеомагнитофонов и принтеров.
Ни в коем случае я не настаиваю в точном повторении данной конструкции, а лишь как в использовании каких-либо узлов от неё в своих конструкциях.
Повторение данного устройства возможно опытными радиолюбителями, имеющие навыки работы с механикой и способными изменить конструкцию под свои, имеющиеся механические части.
Механическая часть соответственно, может быть реализована по другому.
Редукторы на двигателях, могут быть и с другим делением.
Критические элементы:
Чтобы программа работала правильно, необходимо соблюсти ряд условий, а именно;
Оптический датчик «17» рис 1. , может быть другой конструкции, но обязательно на 18 отверстий.
Винт позиционера, обязательно с шагом 1,25мм – это стандартный шаг для винта диаметром 8мм.
Шаговый двигатель позиционера 48 шагов/оборот, 7.5 градусов/шаг – это самые распространённые двигатели в оргтехнике.
Демонстрационный ролик работы станка:
Ниже в прикреплении (в архиве) собраны все необходимые файлы и материалы для сборки намоточного станка.
Если по сборке и наладке у кого-то возникнут какие либо вопросы, то задавайте их здесь на форуме. По возможности постараюсь ответить и помочь. Желаю всем удачи в творчестве и всего наилучшего!
- Miron63.
- Архив «Намоточный станок».»
Как я сделал станочек для намотки трансформаторов, простой и точный » Журнал практической электроники Датагор
Прошло почти два года после моего вселения в наш Дата-город. Пришло время отсчитаться о проделанной работе.Первое, о чем хочу рассказать — это простейшая трансомоталка.
Я решил победить миф о трудностях в намотке трансформаторов, как звуковых, так и силовых. Глаза боятся, а руки делают! Началось всё с такого вот простейшего станка за 7 рублей 20 копеек,
приобретенного еще в 80-е годы прошлого столетия.
При наличии времени и терпения это устройство вполне справлялось, один недостаток — обе руки заняты. Одной приходится крутить ручку, другой укладывать провод. И решил я этот процесс немного усовершенствовать.В закромах копились годами всякие механизмы, электродвигатели и редукторы. Пришло время пустить их на благое дело. Решение было таким: сделать настольный намоточный станок с электроприводом, механическим счетчиком витков и ручным приводом укладчика провода.
Для корпуса был выбран листовой гетинакс толщиной 6 мм, хороший прочный материал. Выпилил две одинаковые боковые стенки, сразу разметил отверстия для валов. К основанию трансомоталки (также из гетинакса) прикрепил боковые стенки через алюминиевые уголки. Отверстия под вращающиеся валы были расширены для запресовки подшипников.
На боковой стенке, противополжной к приводу, сделано отверстие для подшипника и вертикальная прорезь сверху для удобства снятия приводного вала. С внутренней стороны сделан упор для подшипника, а с наружней стороны откидная скоба, чтобы фиксировать подшипник в его седле. Подняв скобу, можно вытащить вал вместе с левым подшипником. Правый остается в правой стенке.
Механический счетчик был извлечен из спидометра какого-то ВАЗа. Сначала привод счетчика был сделан через резиновый пасик.
Но, из-за незничительного расхождения диаметров шкивов и пробуксовывания пасика, показания счетчика несоответствовали количеству намотанных витков. От этого привода пришлось отказаться и переделать на шестеренчатый.Благо нашлось две одинаковых шестерни. Одну из которых установил на рабочий вал, а другую на вал привода счетчика. Теперь с количеством намотанных витков и показаниями счетчика расхождений нет.
Привод сделан из низковольтного (12В) двигателя в комплекте с понижающим редуктором. Питание двигателя от трансформатора ТН.
Для регулировки скорости намотки используется переключатель питания: 6В или 12В. Также смонтирован переключатель «намотка-нейтраль-реверс» и пружинная кнопка для подачи напряжения на привод.
Механический укладчик также прост и удобен в работе. Каретка укладчика приводится в движение вращением рукоятки вала диаметром 8 мм, сделанного из шпильки с резьбой по всей длине. Каретка движется по направляющей, взятой из струйного принтера, диаметром также 8 мм. На фото все прекрасно видно.
К диаметру провода легко приноровиться и левой рукой нужно с определенной частотой проворачивать вал укладчика, чтобы провод ложился виток к витку.
На этом простом устройстве уже намотано 3 выходных и 3 силовых трансформатора под двухтактные ламповые усилители для гитарных комбо типа Fender 5e3 на 6V6 и JCM800 на EL34. Но об этом в следующий раз.
Намоточный станок на Arduino
Порой в радиолюбительской практике возникает необходимость намотки большого количества витков провода для создания трансформаторов, дросселей, катушек и им подобных моточных изделий.
Если речь идет о сотне витков особых проблем нет, мотается при помощи простейших механических приспособлений.
Но когда нужно намотать несколько тысяч витков, да еще и виток к витку, то тут задумываешься об автоматизации этого весьма утомительного процесса.
Устройство, о котором пойдет речь, представляет из себя автоматический намоточный станок с укладчиком витков и индикацией процесса на символьном ЖК экране.
Интеллектуальным ядром устройства является знакомый многим микроконтроллер ATmega328P, расположенный на китайском варианте платы Arduino UNO.
Контроллер через CNC Shield (плата расширения ЧПУ) управляет силовой частью устройства, состоящей из двух драйверов шаговых двигателей (ШД) на базе микросхемы DRV8825 и двух ШД 17HS3401 и 17HS4401 (полный оборот 200 шагов).
Человеко-машинный интерфейс состоит из модуля поворотного энкодера KY-040 и символьного дисплея 16×2 с контроллером HD44780 и модулем связи по шине I2C на расширителе портов PCF8574A. Питание схема получает от импульсного БП 220AC-12DC 60W.
Микроконтроллер задействует драйвера «Z» и «A» при этом на CNC Shield-е для соединения драйвера «A» с пинами 12 и 13 ардуино необходимо установить перемычки D12-A.STP и D13-A.DIR.
Режим работы DRV8825 выбираем с микрошагом 1/16 установив перемычки M2 на плате, это означает что на один шаг ШД (1,8°) необходимо подать 16 фронтов сигнала STP.
Установку модулей DRV8825 необходимо произвести так как показано ниже.
После установки драйверов ШД необходимо обязательно выставить ограничение по току. При подключенном напряжении 12В к плате CNC Shield, но без электродвигателей, необходимо вращая подстроечный резистор выставить значения ограничений.
Текущее значение контролируем мультиметром и вращая отверткой подстроечник, добиваемся значений напряжения для драйвера «Z» 0,68В и 0,52В для драйвера «A». Эти значения напрямую связаны с номинальным током ШД. Для 17HS4401 In = 1,7А, а для 17HS3401 In = 1,3А.
Значение напряжения в щадящем для ШД режиме вычисляем по формуле Vref = 0,8*(In / 2).
Подключение I2C 1602 LCD выполняем к соответствующим выводам SCL, SDA, 5V, GND платы расширения. На модуле энкодера допаиваем подтягивающий резистор R1 10k если его там нет.
Для устранения дребезга контактов необходимо собрать схему аппаратного подавления, ее можно оформить в виде модуля, дополняющего модуль KY-040 как показано ниже.
Фильтры низких частот на R4-6 и C1-3 устраняют дребезг, а триггеры Шмитта МС 74НС14N восстанавливают фронт и спад сигнала.
Для подключения энкодера к ардуино соединяем пины X.STEP и CLK, Y.STEP и SW, X.DIR и DT а так же GND и +5V с соответствующими выводами платы.
Программа для ATmega328P написана в среде разработки Arduino IDE на языке C++. Для успешной компиляции кода необходимо иметь установленную библиотеку LiquidCrystal_I2C.
Из основного меню можно попасть в подменю управления позицией шаговых двигателей POS CONTROL это необходимо для установки начальной позиции основного вала и укладчика. Подменю AUTOWINDING предназначено для ввода значений автоматической намотки. Работа с кнопкой энкодера, а также, с самим энкодером и драйверами ШД осуществляется через прерывания.
Исходный код содержит определенное количество комментариев для понимания работы, хотя понятно, что все разъяснить в х невозможно и чужой код это всегда темный лес. Тем не менее, я думаю, что некоторые приемы, использованные в данной программе, пригодятся как начинающим ардуинщикам так и опытным пользователям этой платформы.
Результаты испытаний показали, что при правильном начальном позиционировании, станок обеспечивает точную автоматическую намотку слоев эмалированного провода диаметром от 0,06 до 0,5 мм. Варьируя значениями кол-ва витков (TURNS) и шага (STEP) можно добиваться режимов «виток к витку» и «равномерное заполнение окна».
На этом у меня все, прошу высказывать свое мнение в х.
Скачать список элементов (PDF)
Прикрепленные файлы:
- Arduino_winding_machine.rar (39 Кб)
Простой настольный намоточный станок
Он позволяет наматывать обмотки на круглых полых каркасах внутренним диаметром от 10 мм, а также на каркасах квадратного или прямоугольного сечения внутренним размером от 10х10 мм.
Максимальная длина намотки — 180-200 мм. Максимальный диаметр(диагональ прямоугольного каркаса) составляет 200 мм. Намотку можно вести вручную проводом диаметром до 3,2 мм, в режиме «полуавтоматической» намотки проводом от 0,31 до 2,0 мм.
«Полуавтоматическая» намотка предусматривает намотку и укладку слоя провода синхронно с намоткой, с последующей ручной укладкой слоя изоляции и сменой направления укладки провода. На круглых оправках с укладкой вручную можно мотать даже трубкой диаметром до 6 мм.
Для укладки провода разных диаметров предусмотрен набор сменных шкивов, позволяющих выбрать 27 различных шагов намотки в диапазоне 0,31 — 1,0 мм или 54 шага намотки в диапазоне 0,31 — 3,2 мм.
Сам станок легко умещается на обычной кухонной табуретке, благодаря большому весу не требует дополнительного крепления.
Принцип работы
Прост до безобразия. Вал, на котором установлен каркас трансформатора, кинематически соединен с валом, по которому перемещается укладчик провода. Укладчик провода имеет втулку, внутри которой нарезана резьба. При вращении вала втулка перемещается и движет за собой направляющее устройство для провода.
Скорость вращения вала определяется диаметрами шкивов, установленных на верхнем и нижнем валах, а скорость перемещения втулки кроме этого и шагом резьбы вала укладчика. Набор из 3-х тройных шкивов позволяет получить до 54 комбинаций шага укладки провода. Направление укладки изменяется перестановкой пассика соединяющего шкивы.
Вращение вала с каркасом можно осуществлять вручную, а можно приспособить электродрель в качестве привода.
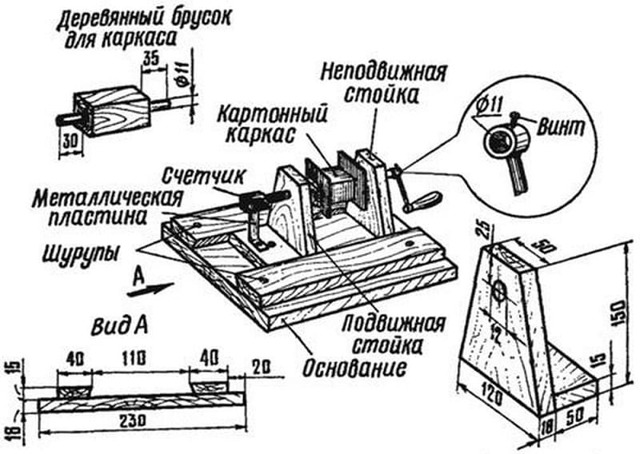
ДЕТАЛИ
Все размеры указаны как в оригинале.
Станина
Станина станка сварена из стальных листов. Основание станины выбрано толщиной 15 мм, боковины — толщиной 6 мм.
Выбор обусловлен в первую очередь устойчивостью станка(чем тяжелее, тем лучше)Перед сваркой боковины станины складываются вместе и производится сверление отверстий одновременно в обоих боковинах. После этого станины устанавливают на основание и привариваются к нему.
В верхние и средние отверстия боковин вставляются бронзовые втулки, в нижние — подшипники.Подшипники взяты от старого 5 дюймового дисковода. От перемещения подшипники и втулки с внешней стороны боковин фиксируются крышками.
Валы
Верхний вал, на котором крепится каркас катушки, изготовлен из прутка диаметром 12 мм.
В этой конструкции все валы изготовлены из подходящих по диаметру валов от выслуживших свои сроки матричных принтеров, они изготовлены из хорошей стали, закалены, хромированы или отшлифованы.
Средний вал, на который опирается устройство подачи провода, также изготовлен из прутка диаметром 12 мм. Вал желательно отполировать.
Выбор диаметра нижнего вала — подающего, обусловлен необходимостью иметь шаг резьбы 1 мм, а нашлась только одна подходящая лерка 10х1,0. Желательно(в целях большей надежности) изготовить этот вал также диаметром 12 мм.
Втулка укладчикаДиаметр 20 мм, длина 20 мм, внутренняя резьба такая же как на нижнем валу М12х1,0 (в оригинале — М10х1,0)
Шкивы
Шкивы выполнены тройными, т.е. по 3 канавки разного диаметра в одном блоке. Диаметры выбраны так, чтобы наиболее оптимально перекрыть необходимый диапазон сечений провода.
Выточены из стали, комбинация шкивов позволяет получить 54 различных шагов намотки провода. Ширина канавки для пассика выбирается исходя из имеющихся пассиков, в конкретном случае 6 мм. Обратите внимание: общая толщина шкивов должна быть не более 20 мм. Если толщина шкивов больше — необходимо увеличить длину левых хвостовиков нижнего и верхнего вала (диаметр которых 8 мм, длина 50 мм).
При необходимости можно изготовить одинарные шкивы соответствующих диаметров. Выбранные диаметры шкивов обеспечивают намотку провода с 54 различными шагами.
Таблица шагов
В строках указаны диаметры ведущих шкивов, в колонках — диаметры ведомых шкивов. В ячейках таблицы — шпаг намотки провода.
Данная таблица только ориентировочная, поскольку зависит от точности изготовления шкивов, диаметра пассика и шага резьбы на нижнем(подающем валу). После изготовлении всего станка необходимо уточнить получившиеся соотношения методом пробной намотки и составить аналогичную таблицу.
Неточность при изготовлении не скажется на работоспособности, другие соотношения диаметров приведут к другим шагам намотки. Но большое количество комбинаций позволит подобрать нужный шаг в любом случае. Если необходимо делать намотку более тонким проводом, можно изготовить еще один тройной шкив с диаметрами например 12, 16 и 20 мм.
Наличие такого шкива еще больше расширит ассортимент применяемого провода (начиная с диаметра 0,15 мм).
Укладчик провода.
Чертеж пластин укладчика
Выполнен из 3-х пластин соединенных между собой винтами М4. Диаметр отверстий 20 мм. Отверстие в верхней части диаметром 6 мм для винта регулировки натяжения.
Внутренняя пластина — стальная, в нижнее отверстие вваривается стальная втулка диаметром 20 мм, длиной 20 мм и с внутренней резьбой 12х1,0.
В верхнее отверстие вставляется фторопластовая втулка внешним диаметром 20мм и внутренним диаметром 12,5 мм, Длина втулки 20 мм. Пластины стягиваются между собой 2-мя винтами М4, на рисунке отверстия для них не показаны.
В паз между внешними пластинами вклеивается желобок из кожи толщиной 1,8-2 мм, он способствует выпрямлению и натяжению провода. Для регулировки натяжения в верхней части укладчика устанавливается винт или мини струбцина, стягивающая верхнюю часть внешних пластин в зависимости от диаметра провода и необходимого натяжения.
В задней части станины устанавливается откидной кронштейн для катушки с проводом, необязательная, но удобная вещь.
Привод
В качестве привода применена шестерня большого диаметра, к которой приклепана рукоятка. На правой боковине станины (по месту) установлен узел фиксации и вспомогательного привода, представляющий вал с шестерней, закрепленный на отдельном кронштейне с цанговым зажимом и выступающей осью.
Ось можно закрепить в патроне аккумуляторного шуруповерта или электродрели и сделать таким образом электропривод. При намотке толстого провода можно на оси закрепить ручку, тогда наматывать даже толстую трубку будет легче.
Цанговый зажим позволяет надежно зафиксировать вал с наматываемой катушкой, если по каким то обстоятельствам приходится прервать намотку на длительное время.
- Счётчик витков.
- На шестерне верхнего вала закреплен магнит, а на правой боковине — геркон, выводы которого соединены с контактами кнопки «=» калькулятора.
- Работа на станке.
Все остальные мелкие детали и детальки устанавливаются по месту и делаются из чего бог пошлет.На последнем фото видно что катушка с проводом размещена на отдельном валу. Вал установлен на 2-х рычагах, которые можно поднять вверх, тога они сложатся внутрь станка. Это сделано, чтобы станок во время своего бездействия не занимал много места.Хотя и так видно, что и как делается, опишу порядок работы. Незначительная сложность установки каркасов и кажущаяся сложность смены направления укладки компенсируются простотой станка.Снять верхний шкив, выдвинуть верхний вал вправо на необходимую для установки каркаса длину. Установить на вал правый диск, затем оправку катушки и на оправку надеть каркас катушки или трансформатора. Установить левый диск, навинтить гайку и вставить вал в левую втулку. Установить на место и закрепить верхний шкив (соответствующий таблице для намотки первичной обмотки).Вставить в отверстие на верхнем валу шплинт или гвоздик, отцентрировать каркас на оправке и зажать каркас с оправкой с помощью гайки.Установить на подающий вал нужный (для намотки первичной обмотки) шкив.
Вращая шкив подающего вала установить укладчик против правой или левой щечки каркаса катушки. Одеть пассик на шкивы. Если укладка провода будет производиться слева направо пассик одевается «кольцом», если укладку провода нужно делать справа налево — пассик одевается «восьмеркой».
Провод продевается под дополнительным валом, затем укладывается снизу вверх в кожаный желобок укладчика и закрепляется на каркасе. Зажимами в верхней части укладчика регулируется натяжение провода так, чтобы он плотно наматывался на каркас.
На калькуляторе нажимают 1 + 1. Теперь с каждым оборотом вала с каркасом калькулятор будет прибавлять 1, то есть будет считать витки провода. Если нужно отмотать несколько витков нажмите — 1 и с каждым оборотом вала показания калькулятора будут уменьшаться на 1.
Во время намотки провода следите за укладкой витков, при необходимости поправляя витки на каркасе. По достижении проводом противоположной щечки каркаса зажмите цанговый зажим и поменяйте положение пассика с «кольца» на «восьмерку» или наоборот. Отпустив цанговый зажим, подложите под провод прокладочную бумагу и продолжайте намотку.
При необходимости изменить толщину провода подберите соотношение шкивов под требуемый шаг намотки.
Ну вот и все. Прощу прощения за низкое качество фотографий, но надеюсь, что все вам станет понятно из приведенных фото и чертежей.
Категория: Самодельные станки
Похожие самоделки
Всего 1 комментарий:
^Наверх