

В производственных и бытовых условиях часто требуется гибка алюминиевого профиля, изготовленного из чистого или легированного металла. В этой статье мы расскажем, как согнуть профиль по углу или радиусу, представим обзор гибочных станков и другого оборудования.


Алюминий – очень пластичный материал, поэтому для работы с ним не требуется больших усилий. Другое дело – качество гиба и соблюдение требуемых размеров. Тут нужно учитывать некоторые особенности.
- Высокой пластичностью отличается только чистый алюминий, то есть без примесей и легирующих добавок. Дело в том, что встречается он редко (особенно если детали не электротехнические). Согнуть легированный металл сложнее, у него гораздо выше твердость. Поэтому место гиба требуется прокалить горелкой или паяльной лампой, а затем медленно охладить. Учтите, что алюминий замечательно проводит тепло, поэтому работайте в толстых перчатках. Не исключено, что после работы гнутую деталь потребуется закалить.
- Легированный алюминий обладает большей упругостью, поэтому ему нужно задавать завышенный угол гиба и заниженный радиус. Тогда под действием силы упругости деталь приобретет правильную форму.
- Если у профильной трубы толщина стенок составляет менее 2 мм, качественного гиба не получится даже при идеальных условиях, а прочность значительно упадет. Поэтому конструкции из гнутого профиля с небольшой толщиной стенки лучше заменить сварными.
Это, пожалуй, и все, что касается особенностей работы. Теперь можно поговорить о применяемом оборудовании.


Существует 2 класса станков – промышленные и самодельные. Начать стоит с первых.
По размеру гибочные станки делятся на:


Они могут производить гиб:
- по заданному радиусу;
- по заданному углу.

По виду управления:
- ручные;
- с ЧПУ;
- станки-автоматы.

Теперь подробнее поговорим о каждой группе. Стационарные отличаются большими размерами, высокой мощностью и производительностью, высокой стоимостью. Устанавливаются на промышленных предприятиях. Станки для гибки профиля по заданному радиусу бывают 3-х и 4-х роликовые.
- 3-роликовые более простые, но имеют ограниченный сортамент. 2 ролика закреплены в одном положении и вращаются в одну сторону, а 3-й может перемещаться. За счет этого осуществляется регулировка радиуса сгиба. Для выполнения гиба с малым радиусом требуется несколько заходов, что снижает производительность. На концах заготовки остаются прямые участки. Их длина немного превышает половину расстояния между 2-мя подвижными роликами, поэтому необходим припуск. Далее эти участки отрезаются.
- 4-роликовые. У них 2 валика неподвижны, а другие 2 задают изделию нужную форму. За счет этого можно изготавливать сложные детали (круги, спирали и прочее). Часто оснащены системой ЧПУ.
По расположению роликов станки бывают:
- с горизонтальной ориентацией;
- с вертикальной.
Станки с горизонтальными валиками больше подходят для габаритных деталей (высотой до 300 мм), а с вертикальными – для небольших заготовок (прокат) и деталей из особо сложных материалов (например, оконные профили). Ролики для таких станков могут быть стальными или из высокопрочного полимера (полиацеталь, полиэтилен, капролон и другие).
- Стальные имеют больший ресурс и применяются для гибки неокрашенных заготовок. Из-за высокой твердости они могут царапать поверхность.
- Полимерные используются для ответственных работ, когда поверхность должна остаться чистой. Они обладают меньшим трением, имеют устойчивость к коррозии, и у них меньшая масса. Стоят такие валики дешевле, поскольку их легче производить.
Ролики можно менять в зависимости от назначения заготовки и конструкции станка. Машины для гибки по заданному углу представляют собой пресс, между матрицей и пунсоном которого располагается заготовка.
В матрице есть паз, стенки которого наклонены под заданным углом, этот угол передается на заготовку. Таких ручьев может быть несколько, а сами пунсоны можно менять.
Таким образом осуществляется регулирование угла гиба.
Такие станки часто переносные, они не требуют установки на станину. Для гибки мягкого тонкостенного металла достаточно ручного привода. Типичный представитель этой группы – профилегиб модели «АЛС» («АЛС-А 90» и «АЛС-А 60»). Машины могут быть оснащены СЧПУ, благодаря которому точность гиба достигает 0,01 мм и выше.
Станки с ручным приводом обычно оснащены упорами с нанесенной разметкой.
Станки-автоматы выполняют гиб только одного радиуса или угла, зато работают с высокой скоростью и большой производительностью. Как, например, такая модель. Это оборудование целесообразно покупать только для массового производства одной-единственной детали или нескольких однотипных.
Простейшие станки для гибки профиля можно сделать своими руками. Результат их работы почти не отличается от гибов на заводских станках (в неответственных конструкциях). Конструкций существует множество. В крайнем случае согнуть заготовку можно в тисках.
Но каким бы совершенным ни было оборудование, работа требует определенных навыков.
Гибка аллюминиевого профиля с помощью станка в видео ниже.
Опытные мастера знают, что подготовка гиба занимает гораздо больше времени, чем сама работа.
- Перед работой выберите тип роликов. Если не требуется высокое качество поверхности, они могут быть стальными.
- Если деталь из легированного алюминия, ее нагревают и гнут еще горячую.
- Важно. При нагреве на поверхности образуется окалина, которая попадает под рабочие ролики и царапает заготовку. Поэтому перед гибом ее желательно удалить, например, железной щеткой. Но не прикладывайте больших усилий, чтобы не оставалось царапин.
- Форма ручьев на валиках должна соответствовать профилю заготовки, во избежание сплющивания.
- Для профиля с замкнутым (например, квадрат) и незамкнутым (П-образным) контуром технология работ отличается. Для 2-го не нужно особой подготовки, в то время как 1-й требует предварительных работ.
- Если профиль имеет продольный сварной шов, то шов должен располагаться с внутренней стороны гиба или на боковой стороне. На внешнем радиусе его наличие недопустимо.
Если не сделать подготовку, труба может заломиться или на внутренней стороне появятся складки. Перед работой нужно заполнить ее внутренний объем. Это делается несколькими способами.
- Берется пружина, длина которой равна или превышает длину профиля. Витки должны плотно прилегать друг к другу.
- Пружина вставляется внутрь трубы, и затем заготовка поступает на станок.
Достоинство такого метода – простота. Недостаток – нужна пружина, которой может не быть. Да и подходит способ только для круглых деталей.
Этот метод более сложный, но более универсальный.
- Необходимо сделать 2 пробки, которые закроют торцы детали. Одна из них плотно набивается на 1-й конец профиля. После работы они извлекаются. Подумайте, как вы это сделаете.
- Внутренняя полость заполняется мелкофракционным песком.
- Вставляется другая пробка. Ее нужно забить молотком, чтобы плотность закрепления была высокой.
- Трубу по всей длине требуется обстучать молотком. Это нужно для равномерного распределения песка по всей длине.
- Далее осуществляется прогрев места гиба (при необходимости). Следите, чтобы не повредились пробки.
- Выполняется загиб.
- Вынимаются пробки, высыпается песок.
Следует сказать, что песок не теряет своих свойств и его можно использовать повторно. Более того, при вибрации и прогреве он измельчается, что положительно сказывается на следующих гибах.
Если песка нет, его может заменить вода, а точнее, лед. Технология работы почти не отличается.
- Забиваются пробки, заливается вода.
- Деталь замораживается.
- Выполняется гибка, но без прогрева.
Способ хорошо подходит для холодного времени года. Но учтите, что при низких температурах металл становится хрупким, поэтому нужно уменьшать скорость работы. Есть еще способ, который вообще не требует специального оборудования. Но он очень трудоемкий.
- Для изгиба по радиусу на заготовке делается большое количество пропилов. Для гиба по углу пропил нужен один.
- Лишний материал удаляется.
- Деталь гнется, а места стыков завариваются.
- Выполняется зачистка и обработка сварных швов. В результате они становятся практически незаметными.
Такой способ не подходит для загиба по радиусу, поскольку окружность состоит из множества прямых отрезков. Но его можно применять для тонкостенных заготовок и загиба под 90 градусов и на другой угол.
Технология гибки алюминиевого профиля

Алюминий — легкий и практичный материал, который часто используется для монтажа различных конструкций в домашних условиях. При необходимости получить гнутую заготовку, сделать это просто, чему поспособствуют низкая температура плавления и пластичность. О том, как выполняется гибка алюминиевого профиля на предприятиях и в домашних условиях, подробно рассказано далее.
Специфика работы
Есть лишь одна сложность при деформации заготовки из алюминия. Хоть материал весьма пластичен, в месте сгиба возможно появление трещин, а сам профиль может согнуться не так ровно, как хотелось бы. Но это случается не всегда, и чаще из-за недостатка опыта человека.
Если же использовать современное оборудование (которое доступно не только для крупных предприятий), проблема даже не проявит себя.

Для работ в домашних условиях понадобится не самое дешевое оборудование. Рекомендуется его приобретать, только если гибка алюминия является частью регулярно выполняемых работ. Теперь — о методах сгибания профиля при помощи машин и без них.
Классификация оборудования
Получить изогнутую алюминиевую деталь с максимально точным требуемым радиусом и минимальными потерями материала возможно при использовании профилегибочных устройств. Условно они делятся на 2 группы в зависимости от габаритов:
- на неподвижной станине (крупные);
- переносные (маленькие).
Еще одним критерием классификации выступает сам сгиб. Так, станок может изгибать заготовку:
- по заданному радиусу;
- под заданным или прямым углом.
Подробнее о представителях тех или иных групп — ниже.
Стационарное оборудование
Примером габаритной машины, задача которой — гибка алюминиевого профиля по радиусу, является профилегибочный станок.
Основные рабочие органы оборудования — стационарные и подвижные ролики, геометрия которых повторяет контур заготовки в поперечном сечении.
По числу роликов делятся на группы:
- трехроликовые;
- четырехроликовые.
У первых два ролика вращаются в одном направлении и находятся на одной линии, осуществляя подачу профиля на третий ролик, вращающийся противоположно. Регулируя расстояние между двумя сонаправленными элементами, мастер изменяет радиус сгиба алюминиевой заготовки. Если требуется получить очень малый радиус, выполняют несколько проходов через ролики.
Четырехроликовые станки применяются при гибке профилей сложной формы (круги, спирали и т.п.). Два ролика также неподвижны и сонаправлены, а два других осуществляют изгиб нестандартного изделия. Радиус настраивается своими руками, либо на компьютере при наличии электронного управления.
У станков может варьироваться положение роликов. Оно бывает:
- горизонтальным;
- вертикальным.
Первые подходят для элементов с большим сечением (высотой до 300 мм), вторые — для небольших заготовок (прокатная продукция) или особо сложных материалов (оконные профили). Теперь — пара слов об устройствах для гибки под углом.
Переносное оборудование
Примером такого агрегата является профилегибочный станок «АЛС». Его задача — гибка полос и металлических профилей сложной формы шириной до 160 мм и толщиной до 2 мм.
 Чаще применяется для сгибания широких профилей (например, при установке наружной рекламы — объемных букв), но для небольших тоже подойдет.
Чаще применяется для сгибания широких профилей (например, при установке наружной рекламы — объемных букв), но для небольших тоже подойдет.
Отличительные особенности станка «АЛС»:
- нет необходимости крепления к верстаку — встроенной опоры достаточно;
- удобство транспортировки из-за малых габаритов и веса;
- действие занимает одну секунду.
Самыми популярными устройствами данного формата являются «АЛС-А 90» и «АЛС-А 60». Первые изгибают заготовку на 90 градусов, вторые — на 60. Стоимость «АЛС» — порядка 6000 рублей.
Гибка профиля в домашних условиях
Наверняка те, кто регулярно занимается ремонтами, задавались вопросом, как согнуть алюминиевый профиль без дорогого оборудования. Ниже рассмотрено несколько способов выполнить работу своими руками.
Способ 1. Тиски и бруски
У незамкнутых профилей (например, П-образных) потребуется предотвратить потерю устойчивости стенок. Для этого необходимо использовать брусок-вкладыш, желательно, металлический, точно входящий в желоб паза. Последовательность действий мастера такова:
- положить вкладыш внутрь профиля;
- зажать заготовку в тисках так, чтобы края вкладыша и губ тисков совпадали;
- слегка изогнуть профиль;
- разжать тиски и выдвинуть профиль на полмиллиметра;
- повторить два выше описанных шага, пока не получится требуемый гнутый профиль.
Способ прост, но далеко не точен — сложно получить ровное изделие с первого раза, однако опытный мастер сможет подкорректировать геометрию.
Способ 2. Самодельные ролики
Простейший способ создать аналог профилегибочного станка подразумевает следующие действия:
- купить 2-4 ролика небольшого диаметра с шириной, чуть превышающей высоту профиля-заготовки;
- закрепить изделие на ровной горизонтальной поверхности так, чтобы они могли свободно вращаться, а расстояние между ними было достаточным для прохождения профиля.
Вот и все. Чтобы загнуть заготовку в круг, будет достаточно двух роликов; для получения изделия определенного радиуса — минимум трех, причем один из них лучше сделать регулируемым, по аналогии с профилегибочными станками. Изделие из металла вставляется между роликами и аккуратно прокручивается. Пользователь контролирует прилагаемое усилие, ход работы и придерживает заготовку.
Описанные выше способы работы своими руками — альтернатива дорогостоящим методам работы на оборудовании.
Если же имеется возможность, а гибка заготовок из металла производится регулярно, стоит задуматься о покупке хотя бы компактного устройства по цене от 10 тысяч рублей.
Если вы можете дать рекомендации о способах сгибания алюминиевого профиля различной формы, поделитесь информацией в обсуждении к статье.
Поиск записей с помощью фильтра: ГибкаЗаточкаЗащитаКовкаРезкаСваркаСверлениеСлесарнаяТермоТокарнаяШлифовка АрматураКвадратКругЛистПолосаПроволокаТрубаУголокШвеллер АлюминийЛатуньМедьНержавейкаОцинковкаТитанЧугун
Как провести гибку алюминия в домашних условиях?
Алюминий часто используют для изготовления конструкций разной формы. Связано это с тем, что материал легко изгибается, имеет низкую температуру плавления. Чтобы во время работы не возникало проблем, нужно знать, как проводится гибка алюминия и какие для этого нужны инструменты.
 Гибка алюминия
Гибка алюминия
Особенности гибки алюминия
Гибка алюминия проводится двумя способами:
- Свободное сгибание — часто используемая технология сгибания алюминиевых деталей. При использовании этой технологии между металлическим листом и пуансоном присутствует воздушный зазор.
- Калибровочное сгибание — представляет собой метод изменения формы металлической детали, при котором между заготовкой и пуансоном нет воздушного зазора.
Прежде чем начинать работать с алюминием нужно выбрать технологию. Жестянщики рекомендуют свободный метод сгибания. Он имеет сильные и слабые стороны. Преимущества:
- приложение малых усилий при изменении формы заготовки;
- возможность сгибать металлические детали большой толщины;
- малая стоимость станков для проведения работ;
- возможность изгибать заготовки под разными углами.
Недостатки:
- При сгибании металлических заготовок малой толщины возникают сложности с выставлением точного угла.
- Невозможность работать с изделиями сложной формы.
Какие марки можно гнуть, а какие нет?
На производстве выпускаются алюминиевые заготовки разных марок. Они отличаются характеристиками, особенностями материала. Виды алюминия:
- Закалённый — материал с высокими показателями прочности, твердости. При изгибании нужно проводить предварительное нагревание рабочей поверхности. Без нагревания лист трескается. Низкий показатель гибкости требует соблюдения правил работы с материалом.
- Отожжённый — считается мягким видом металла, который чаще других используется при изгибании. Не выдерживает растяжения.
- Нагартованный — листовой металл, который прошёл процесс холодного уплотнения. Выдерживает большие нагрузки, изгибается без трещин.
- Полунагартованный — металл с высоким показателем жесткости. Выдерживает изгибание до угла в 90 градусов. Повышенная жесткость не даёт поверхности проминаться во время ударов.
Марки алюминия для гибки:
- Дюралюминий — обозначается данный материал букой «Д». Считается прочным материалом с высоким показателем износоустойчивости. Используется при штамповке, поскольку плохо изгибается.
- Марки ВД1 и 1105. Материалы с малым удельным весом и хорошими показателями прочности. Часто применяется для гибки.
- Сплавы АМЦ. Материалы, которые используются во время изготовления деталей сложной формы. Обладают высоким показателем пластичности.
- Сплавы АМГ. Составляющими таким материалов являются магний, марганец, алюминий. Хорошо изгибаются, устойчивы к воздействию кислот, щелочей. Из листов делают емкости для хранения химических реактивов, топлива.
- Авиационные сплавы, обозначающиеся буквой «В». Используются в машиностроении. Для их сгибания используются процессы штамповки, прессования.
- Сплавы А5, АД. Металлы используются в пищевой промышленности.
Любая из выпускаемых марок алюминия изготавливается согласно ГОСТу.
 Марки алюминия
Марки алюминия
Способы гибки
Изменить форму алюминиевого листа можно с помощью разных видов оборудования. Важно поговорить об основных способах гибки, которые применяются при металлообработке.
Ручные методы
В небольших мастерских и на частном производстве часто используются ручные приспособления для сгибания алюминиевых листов.
Они представляют собой инструмент, состоящий из устойчивого основания, прижимных пластин, системы рычагов. Ограничение ручного оборудования заключается в глубине изгибания листа, ширине обрабатываемой заготовки.
С помощью ручного оборудования невозможно сгибать детали из металла большой толщины.
Использование устройств с электрическим приводом
Чтобы добиться высокой эффективности при сгибании металлических листов, используется оборудование с электрическим приводом.
Станки используются при серийном производстве, поскольку облегчают труд человека, позволяют быстро изготавливать множество деталей различной формы.
Оборудование с электрическим приводом позволяет сгибать листы толщиной до 8 мм. Запуск подвижных элементов происходит после нажатия педалей.
Использование электромагнитного оборудования
При таком способе сгибания алюминиевых изделий используется оборудование с электромагнитами. Заготовка устанавливается между рабочими элементами. На них подаётся напряжение. Ток приводит в действие магниты. Они начинают двигаться друг к другу, изгибая деталь.
Классификация оборудования
При разных методах сгибания алюминиевых листов используется специальное оборудование. Для облегчения деформации металла его можно предварительно разогревать. Все листогибы делятся на две большие группы, о которых необходимо поговорить подробнее.
 Ручные приспособления
Ручные приспособления
Стационарное оборудование
К этой группе относятся промышленные станки, которые устанавливаются на предприятиях. Используются для серийного изготовления деталей из металлических листов. Они имеют устойчивое основание, электрический или гидравлический привод.
Минус стационарных механизмов в том, что они занимают много места, требуют дополнительных усилий при транспортировке. Однако промышленные станки позволяют работать с металлическими листами большой толщины.
Переносное оборудование
Компактные конструкции, которые можно использовать в различных условиях. Не требуют дополнительных навыков при работе. Недостаток переносных приспособлений — отсутствие возможности работать с толстыми листами металла.
Как изгибать детали из дюралюминия и силумина?
При попытке согнуть алюминий марки Д16Т (дюралюминий) и силумин листы могут трескаться. Чтобы сохранить целостность металлического листа, нужно провести предварительную термообработку. Для этого заготовка из дюралюминия разогревается до появления красного оттенка.
Помещение должно быть тёмным, чтобы увидеть изменение цвета и не перегреть сплав. После нагревания нужно дать металлу остыть при комнатной температуре. Далее можно сгибать лист без боязни повредить его. Гибка алюминия считается простым технологическим процессом, который требует знания некоторых особенностей. Если знать разновидности этого металла и использовать правильное оборудование можно избежать нарушения целостности металлических заготовок.
( 2 оценки, среднее 3 из 5 )
Как согнуть алюминиевую трубу, а также разные виды пластиковых труб
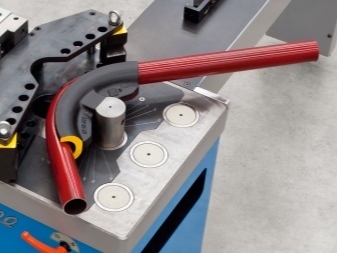
Для придания изгиба жестким стальным трубам не обойтись без специального устройства – трубогиба. С его помощью можно решить и более простую задачу: как согнуть алюминиевую трубу, обладающую гораздо большей пластичностью.
Но и её, и полимерные трубы можно гнуть и без применения специального оборудования, используя простые методы, легко воплощаемые в домашних условиях.
Что это за методы, и с какими сложностями можно столкнуться при работе, читайте в этой публикации.
Гибка алюминиевой трубки ручным трубогибом Источник d2culxnxbccemt.net
Какие трубы можно гнуть без трубогиба
Согнуть вручную можно и стальную трубу, если она тонкостенная и небольшого сечения, но для этого потребуются серьезные усилия. А вот изделия из алюминия и разных видов пластика обладают меньшей жесткостью и большей пластичностью, с ними работать проще. Но перед тем как согнуть полипропиленовую трубу или подобное изделие из алюминиевого сплава, нужно изучить её параметры и свойства.
Алюминиевые
Алюминиевые трубы кроме размера сечения и толщины стенки отличаются друг от друга и другими параметрами. Они могут быть:
- круглого или прямоугольного сечения;
- шовными и бесшовными;
- изготовленными из чистого алюминия или его сплава с другими металлами – магнием, марганцем, медью, кремнием, цинком и т.д.
Дюралевые (дюралюминиевые) трубы делают из сплава алюминия с медью и магнием Источник kolpashevo.build2last.ru
Химический состав сырья серьезно влияет на способность труб к деформации. Чем меньше в сплаве примесей, тем выше пластичность изделий. С увеличением содержания в нем других элементов пластичность снижается, но увеличивается прочность. Поэтому проще всего гнуть трубы из чистого алюминия, целостность которых от этого не страдает.
Металлопластиковые
Согнуть металлопластиковую трубу очень легко без каких-либо приспособлений и ухищрений – она гибкая сама по себе, и даже продается в бухтах.
Состоит из двух слоев полиэтилена, между которыми проложен слой металлической (чаще всего алюминиевой) фольги.
Но именно такая структура требует аккуратности при выполнении изгиба, который может привести к расслаиванию стенок трубы или повреждению верхнего слоя с появлением трещин и обнажением металлической прослойки.
Структура металлопластиковых труб Источник absteplo.ru
Чаще всего это происходит при неоднократном сгибании изделия в одном месте или при низкой температуре воздуха во время проведения работ. Поэтому в холодных условиях гибка металлопластиковых труб не производится. А чтобы получить нужный радиус изгиба трубу сначала деформируют на более острый угол, после чего постепенно разгибают обратно до получения требуемой формы.
Пластиковые
Пластиковые трубы изготавливают из полиэтилена, полипропилена, поливинилхлорида. Перед тем как согнуть пластиковую трубу, нужно определить её вид.
- Полиэтиленовые трубы – самые пластичные и податливые, но плохо держат форму после изгиба.
- Трубы ПВХ – самые хрупкие, гнуть их можно только горячим способом.
- Полипропиленовые трубы – самые твердые и прочные, без нагрева им можно придать только небольшой изгиб.
Вообще производители пластиковых труб не рекомендуют менять их форму посредством изгиба, так как при этом свойства материалов изменяются – снижается прочность растянутой стенки, деформируется внутреннее сечение, приобретая овальную форму вместо круглой, на внутреннем радиусе появляются заломы.
Несоблюдение технологии изгиба может привести к потере качества трубы и ухудшению её проходимости Источник chipmaker.ru
Для придания трубопроводу нужной конфигурации лучше использовать специальные переходники и фитинги, выпускаемые в огромном ассортименте на все стандартные диаметры.
Категорически запрещено гнуть полипропиленовые трубы и другие виды пластиковых изделий большого диаметра в домашних условиях. Это можно делать только на специальном электромеханическом оборудовании в промышленных условиях.
Способы изгиба труб
Деформация структуры материала происходит при изгибе любых труб – как пластиковых, так и алюминиевых и других металлических. При этом выпуклой стенке он растягивается, а на вогнутой сжимается.
Результатом могут стать появление трещин, заломов и других «травм». Чтобы избежать таких последствий, в домашних условиях применяют некоторые хитрости, изгибая трубы холодным или горячим способом.

Холодный способ
Без предварительного нагрева можно гнуть только тонкостенные трубы из чистого алюминия, полиэтилена, металлопластика. Поэтому в первую очередь уточняют вид и марку трубы, толщину её стенок и диаметр.
Гибка алюминиевой трубы холодным способом Источник simplylivewell.com Это важно! Перед тем как гнуть алюминиевые трубки со сварным швом, необходимо повернуть их так, чтобы шов не оказался на вогнутой или выпуклой линии сгиба.
На картинке выше показан шаблон, с помощью которого трубу можно согнуть холодным способом. Он состоит из зафиксированного на листе ДСП деревянного бруска и набитых по линии изгиба гвоздей. Брусок служит упором и зажимом для одного конца трубы, пока второй загибается вокруг линии гвоздей.
Чтобы избежать появления заломов в точках соприкасания с гвоздями, лучше закрепить на ДСП вырезанный из дерева шаблон требуемой формы. И он, и упорный брусок должны быть толще внешнего диаметра трубы. Этот способ применяют, когда нужно получить изделие с большим радиусом.
А в этом видео представлен ручной инструмент для холодного изгиба труб под разными углами:
Горячий способ
При нагревании алюминий и пластик становятся более пластичными, и согнуть полипропиленовую трубу или любую другую становится проще. Однако важно не допустить перегрева, при котором материал начнет плавиться. Если алюминий можно нагревать открытым огнем газовой горелки, то для пластика лучше использовать строительный фен. Или пользоваться горелкой с большой осторожностью.
Для справки! Температуры плавления ПВХ 130 градусов, полипропилена 140-150 градусов.
Разогревают трубу равномерно, в обе стороны от точки изгиба. Чтобы получить плавную и ровную линию, лучше гнуть её в несколько приемов, постепенно уменьшая радиус после каждого нагрева.
Нагревание трубы строительным феном Источник stroypomochnik.ru
Использование наполнителей
На вопрос, можно ли согнуть полипропиленовую трубу без заломов, специалисты отвечают утвердительно, но при условии заполнения её внутреннего сечения. Для этого применяют пружины подходящего диаметра или плотные сыпучие материалы – песок, соль. Находясь внутри, они снимают избыточные напряжения и не позволяют деформироваться внутреннему сечению.
Песок или соль засыпают внутрь достаточно плотно и закрывают концы трубы заглушками. А пружину с привязанной к ней проволокой проталкивают до места изгиба. После чего гнут изделие вручную либо с использованием шаблона холодным или горячим способом.
В этом видеоролике показано несколько способов изгиба трубы с наполнением и без него:
Можно поступить иначе – раскалить песок или соль в духовке и засыпать их в трубу горячими. Эти материалы долго удерживают тепло и передают его стенкам изделия.
Изогнутые горячим способом трубы оставляют до полного остывания, после чего удаляют из них наполнитель.

Коротко о главном
Согнуть алюминиевую трубу для домашних поделок или придать нужную конфигурацию пластиковому трубопроводу можно, но только если трубы не очень жесткие, с небольшим диаметром и толщиной стенки.
Для сохранения формы их внутреннего сечения лучше заполнить их песком либо поместить внутрь стальную пружину, и разогреть. В нагретом материале связи становятся более пластичными, поэтому его структура меньше деформируется.
Холодным способом гнут только тонкие трубки.
Гибка алюминиевого профиля — современные способы и технологии
Минимальный радиус гибки алюминиевого профиля, при котором на нем еще не возникают трещины и другие повреждения, в значительно степени зависит от механических свойств алюминиевого сплава.
Основными ограничивающими факторами для достижения малого радиуса гибки, являются относительное удлинение материала профиля и разница между пределом текучести и пределом прочности материала.
Чем выше относительное удлинение материала и чем больше разница между его пределом текучести и пределом прочности, тем большую степень пластической деформации он сможет выдерживать без разрушения.
Необходимые приспособления
Чтобы выполнить работы по сгибанию профильной трубы без использования специального трубогиба, понадобится одно из этих простейших приспособлений:
- Элементарный рычаг с шаблоном.
- Горизонтальная плита с несколькими отверстиями, в которых устроены металлические упоры соответствующего диаметра. Устройство хорошо подойдет для труб из мягких металлов, либо изделий с малой высотой профиля (не более 10 мм). Филигранной точности здесь добиться не получится. Кроме того, может потребоваться приложение значительных физических усилий.
- Роликовые приспособления. Один конец надежно закрепляется в тисках, а к месту сгиба прикладывается ролик, который при соответствующем физическом воздействии обеспечит ровный сгиб необходимого радиуса.
- Специальная оправка. Приспособление представляет своего рода шаблон из толстой фанеры или дерева. Прикладывая усилия, трубу можно наложить на оправку, сообщив ей ее радиус изгиба. Устройство будет полезным при необходимости часто производить работы по сгибанию профильных труб.
Читать также: Инструмент для ремонта бензопил
Сегодня многие домашние мастера используют алюминий практически для всего. Его характеристики позволяю без проблем применять его и для мебели, и для создания гаражных приспособлений и т.д.
Цветпрокат уголок алюминиевый предлагает приобрести на наиболее выгодных условиях. В данной публикации будут описаны различные методики, которые дадут возможность согнуть алюминий, при этом не повредив его. Если начать сгибать алюминиевую деталь механическим способом, на металле могут возникнуть трещины и деталь попросту сломается в месте гибки.
Состояния алюминиевых сплавов для гибки
Гибку алюминиевых профилей, например, из сплавов 6060 и 6063, можно производить на уже упрочненном алюминиевом сплаве (состояния Т5 и Т6), однако только при достаточно большом радиусе гибки.
При гибке на малые радиусы обычно применяют профили в отожженном состоянии или в «полуупрочненном» состоянии Т4 – «закалка и естественное старение».
Если для готовых гнутых профилей необходима высокая прочность, то их полное термическое упрочнение производят после выполнения операции.
Если алюминиевые профили в состоянии Т4 производятся большими партиями, то нужно обеспечить, чтобы интервал времени между гибкой первого и последнего профиля в партии не был слишком длинным.
Дело в том, что свежие профили в состоянии Т4 продолжают естественно набирать прочность в течение довольно длительного времени. Если этот интервал будет слишком длинным, то параметры гибки этих профилей, придется существенно корректировать, особенно при малых радиусах.
Поэтому часто для обеспечения хорошей повторяемости операции гибки, алюминиевые профили подвергают отжигу.
Принцип работы
Принцип работы устройства основан на том, что заготовка подвергается прокату, в результате чего и получаются изгибы. Перед тем как приступать к работе, необходимо заземлить оборудование. Особенно это касается конструкций, оснащенных электрическим приводом.
Перед использованием ролики и заготовка протираются сухой тряпкой, а сама установка запускается и работает на холостом ходу на протяжении получаса. Если в процессе прогонки возникают какие-то отклонения, то оборудование останавливают и выполняют соответствующие регулировочные работы. Если это предусмотрено конструктивными особенностями, то выполняется подгонка роликов.
На начальном этапе профиль зажимается между валами, после чего производится его прокат. Радиус кривизны регулируется путем опускания и поднимания рабочего вала.
Гибка, анодирование и порошковая окраска
Гибку алюминиевых профилей обычно производят до операции анодирования, так как хрупкий анодный слой при гибке может растрескиваться, особенно на участках, которые подвергаются растяжению.
Порошковое покрытие может выдерживать гибку на большие радиусы, например, при изготовлении арок для окон и дверей методом трехроликовой гибки. Однако при малых радиусах гибки, на порошковом покрытии могут возникать повреждения, явные или скрытые.
Скрытые повреждения могут проявляться через некоторое время в виде пониженной коррозионной стойкости.
Чем поможет трубогиб
Трубогиб – общее название специальных устройств с различным принципом действия, применяемых для ручной или станочной гибки труб и профильных, и круглых, как в домашних условиях, так и в профессиональных мастерских.
С помощью ручного трубогиба гнут алюминиевые пластичные тонкостенные изделия с малым диаметром. Среди них:
- рычажный трубогиб (станок Вольнова) – заготовка закладывается в форму, где под воздействием рычажной силы изгибается без нагревания. Форма сделана под определенный диаметр;
- арбалетный трубогиб – заготовка закрепляется в конструкции, где гнущий сегмент продавливает середину трубы в противоположную концам сторону;
- пружинный трубогиб – в трубу закладывается пружина, необходимого диаметра, и после нагревания заготовки, либо холодным способом производится изгиб, после чего пружина вынимается.
Станочная гибка призвана сгибать заготовки разнообразных диаметров и форм с минимальным риском повреждения. Это электромеханические и гидравлические механизмы, обеспечивающие точный результат сгибания согласно заданным параметрам. Такое оборудование обеспечивает следующие методы изгибания:
- метод проталкивания – сгибание путем толкания алюминиевой трубы (Ø до 100мм) между роликами трубогиба, где один из роликов выполняет функцию отклонения. Изгиб получается дугообразный с минимальным радиусом искривления (радиус изгиба равен диаметру трубы, умноженному на 6);
- метод проката – сгибание путем прокатывания алюминиевой трубы (Ø от 10мм до 100мм) через гибочные ролики, которые подбираются строго под диаметр изгибаемого изделия. Такую операцию можно выполнить с помощью трехвалкового трубогиба, который выполняет сгибание кольцом, спиралью, дугой. Используется как для круглого, так и для прямоугольного профиля. Прокатывание проделывают несколько раз;
- метод обкатывания – сгибание путем воздействия обкатной головки трубогиба. Шар головки прогибает трубу под давлением, а где нет давления, труба прогибается в противоположном направлении. Нагревание не применяется. Во избежание сжатия заготовки минимальный радиус изгиба должен быть равен 3 радиусам трубы;
- метод сгибания давлением — сгибание путем прессовки штампами (деформация извне) или гидроформованием (деформация изнутри путем подачи воды или масла в трубу под давлением, изделие выгибается в границах формы).
Трубогиб даже самой простейшей конструкции в разы снижает риск порчи заготовки при гибке
Роторная гибка
Роторная гибка, является наиболее популярным методом гибки алюминиевых профилей. Этим методом производят, например, гибку профилей для рам окон пассажирских вагонов. Эта технология позволяет получать малые углы, и обеспечивает хорошую повторяемость размеров гнутых деталей.
Деталь закрепляется на массивном поворотном ролике (рисунок 1). Ролик и ползун имеют форму профиля, который подвергается гибке. Профиль поворачивается вместе с поворотным роликом, поэтому этот метод иногда называют гибкой с наматыванием.
В процессе гибки, наружная часть профиля подвергается растяжению, а внутренняя – сжатию. Для того, чтобы предотвратить образование на профиле царапин и вмятин ролик и ползун изготавливают из полимерного материала, обычно, фторопласта.
Рисунок 1 – Роторная гибка [3]
Методы и особенности сгиба квадратных труб
Для того чтобы согнуть профтрубу под определенным углом, можно использовать несколько методов:
Пайка твердыми припоями: расскажите технологию
Трубогиб предназначен для гибки холодным методом с растяжением. Данный способ значительно уменьшает возможность образования гофрированной поверхности на сгибе трубы.
- Применение специального станка – надежный, проверенный современный способ, требующий наличия такого профессионального оборудования, которое не всегда может оказаться под рукой. Профилегиб – именно так называется этот станок, согнет металлические элементы любого сечения, но найти его в нужный момент не представляется возможным.
- Если сгиб профтрубы – работа разовая, можно использовать трубогибы для круглых труб. У трубогиба имеется небольшой, но существенный недостаток: для работы потребуется приложить гигантские усилия для того, чтобы согнуть профтрубу даже не очень большого сечения, поэтому и этот вариант приходится сбрасывать со счетов.
- Если вы не обладаете богатырской силой и большим количеством финансовых средств для покупки профессионального оборудования, то можете обратиться в один из многочисленных цехов, где вам быстро и недорого окажут услуги по сгибу любого металла, в том числе профильного. Этот вариант является оптимальным и позволит согнуть трубу под нужный радиус или угол с первого раза и не испортить дополнительные трубы в процессе тренировки.






