Такое нехитрое приспособление, как паяльник – имеет свою конструкцию, и составляющие части. Самым маленьким по размеру, но не по важности – является жало. Именно от его качества зависит способность паяльника выполнять свои задачи.
Свойства рабочего наконечника:
- Теплопроводность. Важнейшая характеристика. Именно она определяет, сколько тепла от нагревателя будет передано в рабочую зону;
- Способность накапливать тепловую энергию. Характеристика в основном связана с размерами жала. Слишком тонкий наконечник при соприкосновении с массивной деталью моментально отдаст тепло;
- Прочность, а точнее – износостойкость. Никто не собирается забивать паяльником гвозди. Однако со временем жало изнашивается – под действием агрессивных флюсов или механическим путем;
- Защищенность от окисления. Даже тончайшая пленка окислов резко снижает способность наконечника передавать тепловую энергию к месту пайки.
Идеальным материалом для изготовления паяльного жала (с точки зрения теплопроводности) является медь или ее сплавы. Обратная сторона луны – крайне низкая износоустойчивость и подверженность коррозии.

Прямая противоположность – сталь и никелевые сплавы. Высокая прочность, отсутствие коррозии – но отвратительная теплопроводность.

Поэтому производители выпускают наконечники для паяльника из различных материалов, подстраиваясь под запросы рынка. А так же не перестают экспериментировать с композитными материалами, придавая инструменты все более высокие потребительские свойства.
Основные разновидности жал для паяльника
Медные

из медного прутка можно сделать хорошее жало
Подавляющее большинство паяльников комплектуются именно такими наконечниками. Медное жало достаточно универсально, имеет выдающуюся теплопроводность. И что самое главное – отличную теплоемкость.
Это означает, что при работе с массивными медными контактами или спайкой толстого кабеля, накопленное тепло не рассеется по заготовке, резко снижая температуру. Поэтому, для паяния объемных деталей выбираются паяльники с медным жалом, которое весит несколько сотен грамм.

Для его нагрева потребуется много энергии, но масса наконечника обеспечить стабильную температуру во время работы.
Существуют более изящные наконечники из меди. Классический вариант паяльника 40-60 Вт, знакомый многим.

С помощью такого жала можно паять практически все, за исключением современной элементной базы – планарных микросхем, SMD модулей и пр. Можно конечно придать утонченную форму наконечнику – но тогда жало будет моментально изнашиваться.
Главная проблема меди – в её мягкости и низкой термостойкости. При высоких температурах поверхность быстро окисляется. Очистка жала традиционным способом ни к чему не приводит. Приходится зачищать его механическим путем, с помощью напильника или наждачной бумаги. При этом наконечник стремительно уменьшается в размерах.
Для сохранения рабочего состояния поверхности, ее покрывают тонким слоем припоя.

Как правильно залудить жало
Необходимо протереть его влажной губкой, нагреть и зачистить наждачкой или надфилем. Затем погрузить в баночку с канифолью и разместить сверху кусочек припоя. Олово само растечется по чистой поверхности наконечника.
Еще один способ – потереть разогретое жало о дерево, на котором есть флюс и припой. Дерево лучше выбирать хвойных пород.
Если этого не сделать – пайка становится невозможной не зависимо от температуры нагрева.

Вторая серьезная проблема – коррозия от агрессивных флюсов при высокой температуре. Не следует думать, что всему виной кислотные составы. Канифоль также пагубно влияет на поверхность меди. Со временем, на поверхности образуются раковины и борозды, которые надо шлифовать, опять же теряя в размере.
Тем не менее, при правильном уходе и регулярной замене, жало из красного металла показывает очень хорошие качества. Поэтому вопрос о снятии его с производства не стоит.
Необгораемые

По сути – это обычное медное жало, только с покрытием. Для защиты от коррозии и обгорания, поверхность никелируется или серебрится. Проблема в том, что никель обладает плохой адгезией, поэтому расплавленный припой к нему не липнет.
То есть классический вариант – зачерпнул капельку олова и нанес на контакт, тут не проходит. Вы можете лишь прогревать место пайки. Необходима подача припоя со стороны. На деле это означает, что обе руки будут заняты. В одной руке паяльник, в другой оловянная проволока.
Покрытие на основе серебра таких проблем не имеет. Оно прекрасно смачивается припоем и имеет хорошую теплопроводность. Но высокая стоимость не позволяет массово выпускать такие наконечники. К тому же, серебрение быстро выгорает от высокой температуры.
Производители предлагают комплексное решение проблемы. Жало покрывается никелем, кроме рабочего кончика. На него наносятся более дорогие покрытия, с хорошей адгезией. При этом стоимость остается разумной, а свойства наконечника улучшаются.

Предлагаются целые наборы жал для паяльника, с рабочими кончиками различной формы. С одной стороны – приходится покупать целую упаковку, с другой – износ происходит многократно меньше.
Еще один вариант – многослойное жало, в котором используются свойства каждого материала именно по назначению.
Такая конструкция получается недешевой, но служит долго и качественно выполняет свою задачу. Вопросов: как облудить жало паяльника, не возникает, этот процесс проводится в заводских условиях, и повторять его не требуется.
Как облудить паяльник, вы узнает просмотрев это видео.
Керамические
Корпус выполнен из прочной керамики, наконечник может быть металлическим. Керамика обладает теплопроводностью и теплоемкостью не намного хуже, чем медь. При этом она прочнее и не подвержена коррозии. Изготавливая композитные наконечники, производители объединяют лучшие качества различных материалов в одном изделии.
Паяльники с керамическим жалом удобнее, позволяют не отвлекаться на регулярную очистку. Но представитель так называемой «старой школы» предпочитают медные наконечники. Хотя, для работы с современными радиодеталями SMD форм-фактора, медь подходит как слон для посудной лавки. А вот паяльник с тонким керамическим жалом – в самый раз.
Составные
Можно использовать свойства каждого материала именно там, где они проявляются наиболее ярко. В составных жалах скомпонованы два, три, или четыре материала.
Например, сталь – в виде сердечника для прочности. Медь – в качестве теплопроводящего материала от нагревательного элемента к рабочему кончику. Никель – покрытие от коррозии.
Наконечник выполняется из серебряного сплава для лучшей адгезии к припою.
Популярное: Импульсный паяльник своими руками – не просто, а очень просто!
С учетом постоянно меняющихся условий пайки, разумно иметь дома паяльник со сменными жалами. Главное – подобрать диаметр и глубину посадки наконечника в нагревательный элемент.
Стабилизатор температуры жал
Разумеется, одного качественного материала недостаточно. Необходимо, чтобы на кончике жала поддерживалась оптимальная температура. Для этого в его тело может быть встроен датчик. Такой вариант идеален для поддержания постоянной температуры в зоне пайки.
На самом деле, такая схема нужна лишь при работе с элементной базой, чувствительной к перегреву. Тогда на жале выставляется температура не несколько градусов выше, чем точка плавления припоя, и можно паять без боязни повредить детали. В большинстве конструкций применяется более простая схема – с предварительной установкой температуры без объективного контроля.
Регулятор температуры жала может быть встроенным в корпус (если схема питания паяльника индукционная), или вынесен в отдельный блок. На качество работ это не влияет. Тем более что подавляющее большинство работ выполняются, подбирая паяльник по мощности, то есть «на глазок».
Есть категория радиолюбителей, предпочитающих пользоваться инструментами собственной конструкции, в том числе и жалом для паяльника. Как правило, перепробовав различные варианты, от дорогих японских или немецких, и любимых отечественных медных – до никелированных гвоздей из Поднебесной, вы придете к единственному подходящему изделию. Или попробуете сделать жало своими руками.
Для такого случая предлагаем посмотреть следующий материал:
Из чего сделать качественное жало для паяльника
Для изготовления потребуется:
- Доступ к токарному станку или знакомый токарь;
- Медный прут 6-8 мм диаметром;
- Несколько граммов серебра.
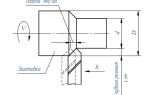
Делаем основу. Медный пруток формируем в держатель для жала.
На торце высверливаем отверстие глубиной 10-15 мм под резьбы М4. Соответственно, нарезаем внутреннюю резьбу.
В ювелирной мастерской заказываем серебряный пруток диаметром 5 мм и длиной 10 см. Это не отнимет много средств, тем более что качество металла не имеет значения, можно взять самое дешевое серебро, хоть техническое с контактов. Отрезаем от него кусок длиной 2 см, нарезаем резьбу М4, вкручиваем в основу и придаем кончику необходимую форму.
После обработки получаем превосходное композитное (составное) жало. Медь поставляет тепло на серебряный кончик. Серебро обладает отличной адгезией, поэтому припой липнет к нему, как клей.
Единственный недостаток – серебро со временем сгорает, или растворяется в припое. Это происходит не так быстро, но при интенсивной работе раз в полгода наконечник придется менять.
В холодном состоянии он легко выкручивается, а в горячем сидит очень плотно в резьбовом соединении.
About sposport
View all posts by sposport
Как залудить паяльник — для чего нужно лужение во время работы. 85 фото правильного лужения
У многих мастеров дома есть паяльник. Он приходит на помощь при ремонте различной аппаратуры, бытовой техники, да и в других случаях он может пригодиться. Работа будет выполнена качественно, если правильно подобрана температура пайки, припой, флюс. Также немаловажную роль играет и само жало паяльника.

На сегодняшний день существует много видов паяльников. Их выбор зависит от наличия источника электропитания, требуемой мощности, вида нагревателя, материала, из которого изготовлено жало паяльника (медь или керамика).

Самыми распространенными являются медные наконечники. Им можно придать любую форму, они имеют хорошую теплопроводность и отличную адгезию, но есть и недостатки.

При разогреве медь быстро окисляется и в результате ухудшается теплопередача и адгезия. Чтобы решить эту проблему рекомендуется залудить кончик жала.

Лужение
Разберемся как залудить жало паяльника. В первую очередь нужно очистить рабочий конец от нагара, окалины и других ненужных нам веществ. Для этого вытаскивают жало из корпуса (если это предусмотрено конструкцией инструмента) и удаляют весь мусор. Это делают с помощью любого абразивного инструмента, например, напильника или наждачной бумаги.

Заточку проводят под углом 30-40 градусов. Форму жала мастер выбирает сам. Именно во время этой процедуры можно придать наконечнику клинообразный или конусообразный вид, смотря для каких целей используется паяльник.
Заточку завершают, когда добиваются идеально блестящей, гладкой поверхности с ровным срезом.
Также можно отковать жало молотком. Это продлевает срок его службы за счет укрепления поверхности и снижения уровня окисления меди.
Как же залудить паяльник
Сразу после того как закончили заточку жала, паяльник включают в розетку и разогревают до его максимально возможной температуры. Хорошо нагретый инструмент становиться оранжево-красноватым. Долго греть тоже не надо, иначе наконечник начнет обгорать.
Затем жало опускают в канифоль или специальную смолу, а далее в припой из олова. Эту процедуру выполняют несколько раз, пока припой не покроет весь кончик. Далее натирают горячий паяльник толстым натуральным сукном, втирая припой.
Недостаток данного способа — много дыма и неприятный запах, в комнате такое лучше не делать, лучше на открытом воздухе. Подходит для очень запущенного инструмента.
Разогретый паяльник опускаем в канифоль и натираем поверхность жала припоем из олова. Делаем так несколько раз. Затем натираем рабочий конец сукном с каплей расплавленного флюса. Таким образом слой закрепляется и создается необходимое покрытие.
Классический способ — самый долгий, но результат отличный! С помощью напильника очищается одна грань жала, погружается в канифоль и натирается о доску с кусочком тугоплавкого припоя. Повторяют не один раз. Также поступают со второй гранью и круглыми боками.
На фото нашей галерее можно увидеть как залудить паяльник.
Лужение во время работы
Существует несколько способов как быстро залудить медный паяльник в горячем виде.
Если появилась окалина нужно натереть жало о кусок дерева, лучше хвойной породы. Предварительно на древесину капают флюс с припоем. Так происходит очистка одновременно с лужением.
В емкость помещают металлическую губку (можно обычную хозяйственную), на нижней части которой намазан густой флюс. Во время паяльных работ просто опускают жало в губку и очищают его, а если опустить до дна еще и получиться залудить.
Старые паяльники
Прежние версии паяльников изготовлены из очень мягкого материала. После очистки медь очень быстро окисляется, поэтому ее нужно производить сразу в канифоли. Для этого напильник кладут на кусок канифоли и начинают очищение жала. Обязателен небольшой кусочек припоя для лужения.
Новые паяльники
А если у нас в руках новый инструмент? Сразу им работать не получиться, нужна предварительная подготовка. Как залудить новый паяльник рассмотрим далее.
Момент заточки можно пропустить, так как конец уже имеет правильную форму. Но он покрыт патиной. Этот зеленый слой из меди и кислорода нужно удалить с помощью наждачной бумаги или напильника. А затем провести лужение обычным способом.
Современные паяльники
Сегодня жала изготавливают из керамики, есть никелированные наконечники. Считается, что лужение им не требуется. Они не обгорают, но все таки окисляются, просто этот процесс намного длительнее, чем у паяльников из меди.
Обычный способ лужения им не подходит. Сначала натирают жало о хлопчатобумажную тряпочку. Затем сразу же опускают в заранее подготовленную канифоль с оловом, утапливая кусочек припоя.
- Хорошо подготовленный инструмент позволяет выполнить работу качественно, да и сам паяльник прослужит дольше, если своевременно проводить требуемый уход.
Фото советы как залудить паяльник
- Также рекомендуем посетить:
Пайка латуни в домашних условиях
 Как паять латунь, и какой припой с флюсом использовать
Как паять латунь, и какой припой с флюсом использовать
Латунь представляет собой сплав цветных металлов, основными компонентами которого выступают цинк и медь. Изделия из латуни обладают высокой пластичностью и коррозионной стойкостью, что в свою очередь, при этом, не мешает им быть достаточно прочными.
Различные изделия из латуни мы можно легко найти у себя дома. При этом часто возникает необходимость в пайке латуни, что вполне осуществимо сделать в домашних условиях. Чем лучше паять латунь, и какой флюс с припоем для этих целей использовать?
Что нужно для пайки латунных изделий
Помимо олова и меди, в состав латуни входит также и цинк, большое содержание которого в сплаве усложняет пайку. Если цинка в латуни содержится не более 15%, то для пайки можно применять обычную канифоль и медно-цинковый припой. Когда процентный состав цинка выше, то, применяют особые виды флюсов.
Флюсы для пайки латуни
Такой флюс для пайки латуни можно приобрести как в готовом виде, так и сделать своими руками. Для самостоятельного изготовления флюса потребуется борная кислота, порошок буры и обычная вода. При этом борная кислота смешивается с бурой (один к одному), а затем в состав добавляется вода, из расчета 5 мг, на каждый грамм порошка.

Что же касается уже готовых вариантов флюса для пайки латуни, то сегодня широко применяются:
- Готовый флюс Бура, специально предназначенный для высокотемпературной пайки деталей;
- Флюсы марок ПВ-209 и ПВ-209Х;
- Порошкообразный флюс Chemet FLISIL-NS-Pulver и пастообразный флюс Chemet FLISIL-NS-Paste.
Припои для пайки
Паять латунь обычным припоем нельзя, для этого предназначены медно-цинковые припои. Самыми распространёнными из них являются ПМЦ-36 и ПМЦ-38 (припой медно-цинковый).

Также пайку латунных изделий можно осуществлять и медно-фосфористыми припоями, марок МФ-1, МФ-2, а также МФ-3. Однако такие припои не обеспечивают должного качества соединению в плане вибрационных и ударных нагрузок.
По этой причине применяются наилучшие в своём роде припои для пайки латуни, это такие серебряные припои, как: ПСр-10, ПСр-12м, ПСр-25, ПСр-72.
Как паять латунь в домашних условиях
Важной особенностью пайки латуни в домашних условиях является правильная подготовка изделий. Место пайки должно быть очищено от любых загрязнений, для чего используются металлическая щётка, наждачная бумага или напильник.

После удаления грязи, поверхность нужно обезжирить с использованием растворителя. Если поверхность не будет обезжирена, то это затруднит пайку латуни. Затем изделия укладываются на термоизолирующую подкладку из асбеста, после чего приступают к процессу спаивания деталей.
Для пайки латуни можно использовать как паяльник, так и горелку. Однако мощность паяльника должна быть достаточно велика (0,5 кВт) и выше. В таком случае получится хорошо прогреть место пайки.

Толстые заготовки из латуни лучше всего спаивать газовой горелкой. Тогда становится возможным использовать высокотемпературные компоненты, которые после обработки зоны спаивания флюсом, наносят прямо сверху в виде измельчённого припоя. Перед этим место соединения хорошо разогревается газовой горелкой.
Особенности пайки латуни в домашних условиях: припой и оборудование
Пайка латуни – востребованная технология, отличающаяся универсальностью подхода. В качестве рабочего инструмента можно использовать как паяльник, так и газовую горелку. Процесс не отличается особой сложностью и строгими требованиями. Изучив особенности технологии соединение латунных изделий можно выполнить даже в домашних условиях.
Суть технологии и ее особенности
В первую очередь необходимо ознакомится с особенностями процедуры пайки. Данная технология, в качестве способа создания неразъемных соединений, не столь популярна, как сварка, поскольку показатель прочности у пайки несколько ниже.
Образование шва происходит при расплавлении присадочного материала, который называется припоем. После кристаллизации застывший состав надежно соединяет заготовки.
Отличительной особенностью пайки является подход воздействие на рабочую поверхность. При выборе припоя главным показателем является температура плавления, которая должна быть ниже, чем у основного металла. Он не меняет своего агрегатного состояния, свойства остаются неизменными. Это позволяет соединять заготовки с разнородным составом.
В этом и заключается разница между сваркой и пайкой. При проведении работ, в состав сварочной ванны входят основной металл и присадочный материал.
Вместе они формируют шов, что неизменно отражается на качестве металла, который подвергся температурному воздействию. Недаром при строительстве ленточного фундамента каркас крепят с помощью проволоки, а не сварки.
Пайка не влияет на параметры основного металла, чем выгодно отличается от прочих технологий соединения.
Выделим основные особенности пайки:
- в качестве присадочного материала используют припой;
- соединяемые изделия не плавятся;
- материалы не взаимодействуют друг с другом;
- походит для соединения миниатюрных элементов.
Метод широко востребован в сфере высоких технологий, благодаря низкому температурному воздействию на поверхность, что является основным показателем для чувствительных к колебаниям температур компонентов плат и электронных схем. Требования к качеству работ изложены в ГОСТе 17325-79.
Виды латуни
Существует два типа латуни, отличающиеся химическим составом:
- Двойная. Как следует из названия, сплав состоит из двух элементов – цинка и меди в различных пропорциях. Причем цинк играет роль легирующего элемента. Согласно техническим требованиям, такие составы имеют специальную маркировку, указывающую на тип сплава и процентное соотношение элементов. Например, Л 63 является двухкомпонентным составом, с массовой долей меди 63 %. Содержание цинка не превышает 37 %.
- Многокомпонентная. Специальные составы, содержащие множество примесей, состав которых зависит от области применения. К таким сплавам очень трудно подобрать оптимальный латунный припой, особенно не зная точного соотношения химических элементов в составе.
[stextbox id=’info’]В состав многокомпонентных сплавов могут входить следующие металлы: алюминий, никель, олово, марганец и другие. Такие составы часто называют по наименованию элемента с самым высоким содержанием, например, «алюминиевая латунь».[/stextbox]
Флюсы
Грамотный выбор флюса – залог качественного соединения. Он очищает поверхность от следов масла, грязи и оксидов и подготавливает ее к пайке. Ввиду особенностей рассматриваемого материала, использовать нейтральные составы на основе спирта и канифоли нецелесообразно. Специалисты рекомендуют применять активный флюс для эффективного удаления оксидной пленки.
Важным фактором является химический состав сплава. Для классического двухкомпонентного материала Л 63 достаточно использовать раствор хлорида цинка в борной кислоте. Для многокомпонентных сплавов лучше приобрести универсальный флюс для работы с латунью – ПВ 209 и ПВ 209Х. При выборе готового состава следует внимательно изучить инструкцию, с рекомендациями по эксплуатации.
Припой
Начинающие мастера не знают, какой припой для латуни выбрать, для достижения наилучших результатов.
Рассмотрим основные марки:
- Для пайки латуни и меди специалисты рекомендуют использовать припои медно-цинковой группы. При выборе следует обращать внимание на температуру плавления. Например, для ПМЦ-48 она составляет 880 Сº.
- Медно-фосфорные припои группы МФ отличаются доступной ценой. Эксплуатационные характеристики несколько ниже, чем у составов с добавлением серебра.
- Группа серебряных припоев ПСр относится к твердым сортам. Полученное соединение отличается высокой устойчивостью к механическим и вибрационным нагрузкам.
При пайке стали латунью используют сплав марки Л-63, который зарекомендовал себя лучше всего. Форма выпуска – проволока латунная для пайки. Его применяют исключительно для работы с твердоплавкими материалами.
Заслуживают внимания латунные припои с флюсом. Их стоимость выше, чем у классических составов, однако цена компенсируется удобством в применении и снижении количества брака в работе.
Приготовление своими руками
Многие мастера предпочитают готовить припой своими руками в домашних условиях. Лучше всего себя зарекомендовала смесь из двух частей серебра и одной части меди.
После проведения замеров, металл расплавляют в тигле и путем перемешивания добиваются получения однородной массы. Охлаждение проходит в холодной воде.
Готовому припою придается нужная форма, после чего производят зачистку с помощью крупного напильника.
[stextbox id=’info’]Оптимальные размеры тигеля – 20х20. Его основой могут служить графитовые угли из контактных элементов.[/stextbox]
Паяльником
Основная сложность работы с латунью, в отличие от пайки прочих цветных металлов горелкой или паяльником, заключается в оксидной пленке, которая образуется в процессе испарения цинка после нагрева латуни.
Для пайки данного сплава с помощью паяльника, необходим качественный аппарат, мощностью не менее 1000 Вт. Такое требование связано с высокой температурой плавления латуни и используемых припоев. Исключение составляют медные латунные сплавы, температура плавления которых гораздо ниже.
Наилучшим выбором считается паяльная станция, с функцией регулировки температурных параметров. Использование такого оборудование позволяет с легкостью подобрать оптимальные параметры работы без риска перегрева поверхности.
Использование горелки
Для пайки латуни можно использовать газовую горелку. Особые требования предъявляют к размещению заготовки – ее необходимо поместить на поверхность из жаропрочного материала.
Подготовительный этап не отличается от аналогичной процедуры перед пайкой электрическим паяльником.
Процесс начинают с постепенного нагрева поверхности, с целью увеличения смачивающих свойств припоя. После этого заготовку прогревают до рабочих параметров, достижение которых характеризуется появлением характерного красного оттенка на поверхности.
Использование горючего газа не имеет особых преимуществ перед электрическими источниками питания.
Этапы проведения работ
Пошаговая инструкция процесса пайки латуни в домашних условиях имеет следующий вид:
- Очистка и обезжиривание места соединения.
- Обработка поверхности флюсом.
- После завершения подготовительных процедур в зону нагрева вносим припой, измельченный до состояния стружки.
- Начинаем постепенный прогрев поверхности. Важно, чтобы пламя постоянно перемещалось, во избежание перегревов.
- После формирования шва прекращаем обработку заготовку и ждем остывания в естественных условиях.
- Смываем остатки флюса.
Качественные характеристики шва зависят от правильности выбора расходных и присадочных материалов, а также соблюдения требований к технологическому процессу.
Заключение
Для получения качественного соединения необходимо определить состав латуни. На основании полученных данных подбирает флюс и припой для проведения пайки. Работы можно выполнять как электрическим паяльником, так и газовой горелкой.
[stextbox id=’info’]Слесарь-ремонтник 6-го разряда Мовчан Ярослав Евгеньевич. Опыт – 13 лет: «По работе часто сталкиваюсь с необходимостью проведения паяльных работ с латунью простых марок. Перепробовал множество составов.
Как показала практика, лучше всего использовать офлюсованный серебряный припой с содержанием металла 20 %. Стоимость, конечно, высоковата, но при ответственных работах можно быть уверенным в надежности соединения».
[/stextbox]
Паяльник с керамическим нагревателем для паяльных станций
При работе с паяльной станцией или простым паяльником очень сильно влияет на качество пайки такой элемент данного оборудования, как сменный наконечник (жало).
Передающий припою основную часть тепла от нагревателя именно он обеспечивает качественное и надежное соединение спаиваемых радиодеталей с токопроводящими дорожками.
Поэтому, как опытному мастеру, так и начинающему радиолюбителю, необходимо знать, что собой представляет наконечник, каких видов бывает, как его правильно выбрать, при необходимости и сделать своими руками из подручных материалов.
Стандартное жало для паяльной станции
Что такое наконечник паяльника
Наконечник паяльника – рабочий орган паяльного оборудования, предназначенный для разогрева, расплавления и нанесения припоя в место пайки. Представляет собой монолитный медный стержень, вставляемый в нагревательный элемент паяльника.
Из чего делают жала
Обычное медное жало с необгорающим покрытием
Самые распространённые и простые современные модели жал изготавливают из наиболее теплопроводного и недорогого металла – меди, они имеют следующее строение:
- Основа (медный пруток), который служит для накопления и передачи тепла от нагревательного элемента к кончику жала;
- Защитный слой из гальванического железа, предотвращающий выгорание меди при ее нагревании;
- Наружный необгорающий хромированный слой, защищает расположенный ниже слой гальванического железа от повреждений.
Индукционная паяльная станция
Самый кончик жала, который непосредственно соприкасается с припоем, покрывают специальным сплавом, который очень легко поддается лужению и не требует дополнительной очистки после/перед началом паечных работ.
Важно! Современное жало с хромированным покрытием, в отличие от старых советских аналогов, нельзя очищать (залуживать) при помощи различных абразивных инструментов (ножа) – это может привести к повреждению защитных слоев, которыми покрыта основа и дальнейшему выгоранию меди.
Виды наконечников
Микропаяльник для пайки микросхем
В зависимости от материала изготовления, наличия или отсутствия покрытия, формы рабочей части, наконечники подразделяются на множество видов.
Материал изготовления
В зависимости от того, из какого материала изготовлена основа наконечника, имеет ли он специальное необгорающее покрытие, жала для паяльного оборудования бывают следующих видов:
- Простые медные без покрытия – изготовленные из меди они не имеют защитного покрытия, вследствие чего очень быстро обгорают и выходят из строя. Такими наконечниками в последнее время комплектуются только самые дешевые и простые сетевые паяльники.
- Медные с необгорающим покрытием – самые распространённые и недорогие жала, у которых медная основа покрыта двумя защитными слоями, предотвращающими выгорание меди и значительно увеличивающими срок службы наконечника.
- Керамические – редко встречающиеся наконечники, изготовленные из специальной обладающей высокой теплопроводностью керамики. Большого распространения не получили из-за своей хрупкости и высокой цены.
- Составные – выполненные из 2-3 металлов (медь, никель, железо), такие рабочие органы паяльного оборудования встречаются еще реже керамических, так как имеют еще более высокую стоимость.
Из 4 описанных видов наконечников наиболее удобными и недорогими являются медные модели с необгорающим покрытием.
Форма рабочей части
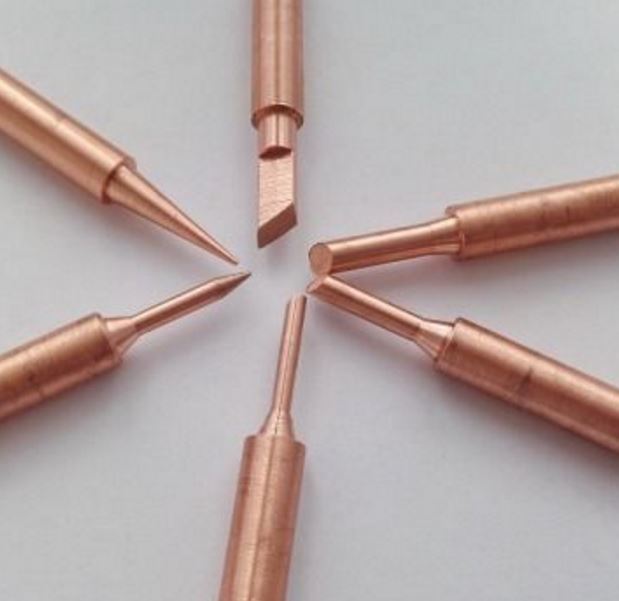
Виды наконечников по форме рабочей части
Также наконечники для паяльного оборудования подразделяются на 5 видов по форме рабочей части жала:
- «Игла» – жало с тонким кончиком применяется для пайки очень мелких радиодеталей.
- «Лопатка» – долотообразное слегка скошенное жало, обладающее большой площадью соприкосновения с рабочей поверхностью, медленным остыванием. Применяется для припаивания и отпаивания крупных радиодеталей.
- «Капля» – применяется для переноски небольшого количества припоя и пайки мелких и средних радиодеталей;
- «Изогнутое» – удобно при проведении паечных работ в условиях ограниченного пространства, удаления лишнего припоя, демонтажа сгоревших радиодеталей;
- «Конус» – стандартное жало, благодаря большой толщине и форме, сочетающее в себе преимущества описанных выше видов.
Наиболее удобным и распространенным среди данных видов наконечников является конусовидный – он используется для большинства паечных работ, имеет относительно небольшую стоимость, обладает долговечностью и надежностью.
Выбор жала
Как выбрать паяльную станцию: классификация аппаратуры и особенности
Основными критериями, которые учитываются при ответе на вопрос, какое жало лучше для определенного паяльника, являются его предназначение, наличие необгорающего покрытия, материал основы.
Предназначение
Учитывая данный критерий, наконечники для паяльного оборудования выбирают следующим образом:
- Для бытовых разовых операций производимых обычными сетевыми паяльниками выбирают простые медные жала без защитного необгорающего слоя;
- Для начинающего радиолюбителя, использующего, как правило, паяльник с керамическим нагревателем, наиболее удобными и доступными будут медные модели с необгорающим покрытием;
- Для занимающихся профессиональным ремонтом бытового оборудования мастеров подходят наиболее надежные и долговечные составные модели.
Использование для разовых работ дорогих наконечников является нецелесообразным, главное – невыгодным.
Наличие необгорающего покрытия
Несмотря на наличие на рынке большого количества моделей наконечников без данного защитного слоя, предпочтение все же советуют отдавать жалам, имеющим данное покрытие – они более удобны, не требуют очистки от залуживания перед началом паечных работ, имеют большое разнообразие форм рабочей части.
Материал основы
Среди большого многообразия материалов основы наиболее надежным, обладающим высокой теплопроводностью, долговечностью является медь. Жала на основе керамики при одинаковом времени нагрева с медными аналогами обладают одним существенным недостатком – хрупкостью.
Жала серии 900М — Т
Среди данной серии наконечников для паяльного оборудования наиболее популярны следующие модели:
- 900М-Т-К – самый распространенный и «ходовой наконечник в виде небольшой лопатки. Применяют такое жало для большинства паечных работ;
- 900М-Т-3С и Т-4С – модели, имеющие рабочую часть в виде усеченного цилиндра. Используются для лужения токопроводящих дорожек печатных плат, небольших медных площадок.
- 900М-Т-1,6/2,4/3.2 D – модели с лопаткообразной рабочей частью. Используются они для пайки мелких микросхем, диодов и т.д.
- 900М-Т-IS – модель, имеющая тонкий и загнутый кончик. Применяют при работе с миниатюрными радиодеталями, пайке в труднодоступных местах печатных плат.
Несмотря на то, что большинство моделей данной серии является копиями японских наконечников фирмы «HAKKO», они обладают достаточно высоким качеством, долговечностью. Единственным недостатком таких жал является их меньшая, по сравнению с фирменными моделями, теплоотдача.
Очиститель для наконечников
Очиститель для наконечников
Для удаления припоя, остающегося на жале в конце паечных работ, применяют такое простое приспособление, как очиститель наконечников. Самый простой из очистителей представляет собой клубок из латунной или стальной стружки, при касании которого наконечником с него снимаются излишки припоя и нагара.
Температурный стабилизатор
Для того чтобы в процессе пайки температура кончика жала была оптимальной, в паяльных станциях и современных паяльниках применяют температурные стабилизаторы.
В состав наиболее распространенного встроенного термостабилизатора простого паяльника входят следующие компоненты:
- Датчик, встроенный в жало и подающий сигналы на управляющую плату о температуре его нагрева;
- Аналоговый или цифровой регулятор, установленный в ручке паяльника, при помощи которого фиксируется значение температуры, до которой необходимо, чтобы разогрелся наконечник.
Если один из данных компонентов выйдет из строя, жало будет или не нагреваться, или перегреваться. В обоих случаях качественной пайки не получится – паяльник или не сможет расплавить припой, или перегреет и испортит чувствительную к высоким температурам радиодеталь.
Изготовление тонкого жала
Для изготовления простого жала необходимы следующие материалы:
- Медный пруток диаметром 6 мм;
- Пруток из технического серебра диаметром 5 мм и длиной 10-15 мм.
Процесс изготовления жала состоит из следующих этапов:
- На токарном станке медная заготовка обтачивается до диаметра, равного аналогичному, которое имеет керамический нагревательный элемент для паяльника, внутрь которого будет вставляться жало;
- В торце заготовки высверливается отверстие, и нарезается резьба М4;
- В ювелирной мастерской заказывают 10-ти сантиметровый пруток из самого дешевого технического серебра;
- От серебряного прутка отрезают кусочек длиной 20-25 мм, на его конце нарезается резьба М4;
- Серебряный кончик с резьбой вкручивается в медную основу самодельного жала.
Сделанный таким способом наконечник будет быстро нагреваться, благодаря наличию серебра, к нему будет хорошо «липнуть» припой.
Преимущества жала для паяльника своими руками
Основными плюсами, которыми обладает изготовленный самостоятельно наконечник для паяльной станции, являются следующие:
- Дешевизна;
- Простота;
- Возможность изготовления жала с кончиком любой формы.
К недостатку относится постепенное обгорание или растворение в припое серебра рабочей части.